La technique traditionnelle de martelage est un traitement post-soudage bien connu pour améliorer la tenue en fatigue. Cette méthode est appliquée sur le pied de cordon de soudure uniquement.
Le martelage par ultrasons (également appelé traitement par impacts d’ultrasons -UIT- ou impact mécanique haute fréquence -HFMI) est un procédé qui permet d’obtenir le même résultat qu’avec la technique de martelage traditionnelle, mais avec beaucoup plus de contrôle. L’UIT/HFMI est également plus rapide et beaucoup moins dangereux pour l’opérateur.
De plus, ce procédé peut être utilisé par un opérateur après seulement une journée de formation. C’est pour toutes ces raisons que de nombreuses industries se sont intéressées à cette technologie.
Modification de la géométrie du pied de cordon de soudure
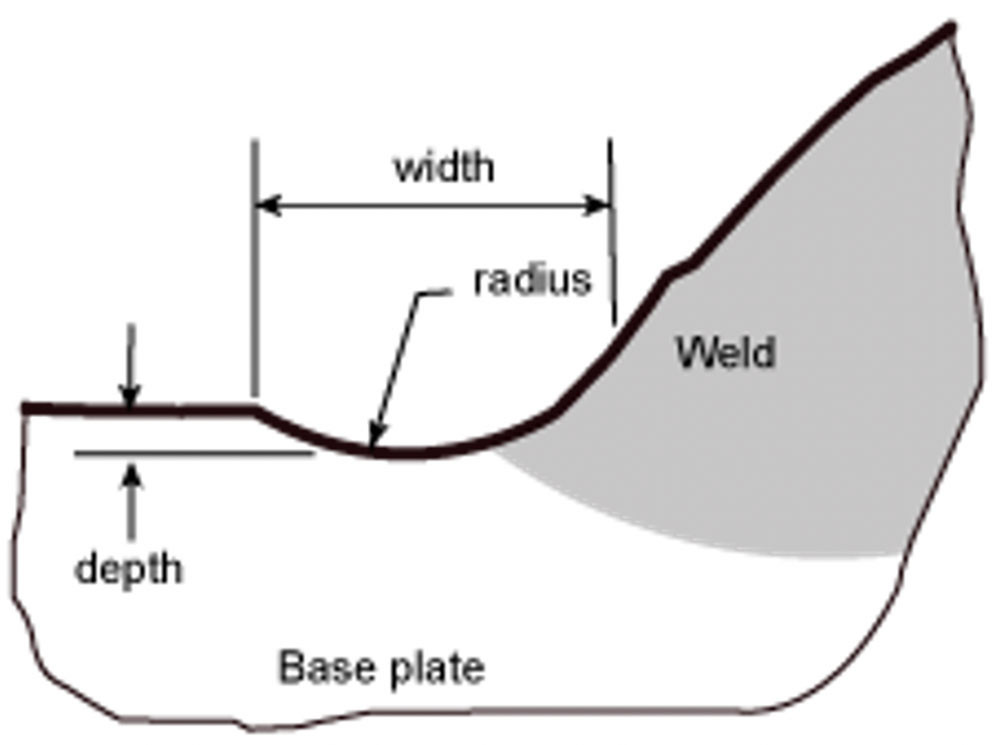
Les méthodes traditionnelles de traitement post-soudage, telles que l’enrobage TIG ou le meulage du pied de cordon de soudure, consistent à augmenter le rayon au niveau de la transition entre le matériau de base et le joint de soudure.
Avec le martelage par ultrasons, on obtient le même résultat par le biais d’impacts haute fréquence, capables d’induire localement une déformation et de créer une rainure contrôlée au niveau du pied de cordon. La figure ci-dessous, illustre la modification de géométrie après UIT/HFMI comparée à une soudure non traitée ou à d’autres méthodes de post-traitement.
 Comparaison des géométries du cordon de soudure
Comparaison des géométries du cordon de soudure
Le traitement doit être appliqué uniformément tout le long du pied de cordon de soudure, sans discontinuité. La rainure ainsi créée par impacts successifs peut être représentée comme suit. La figure ci-dessous représente le schéma d’une rainure.
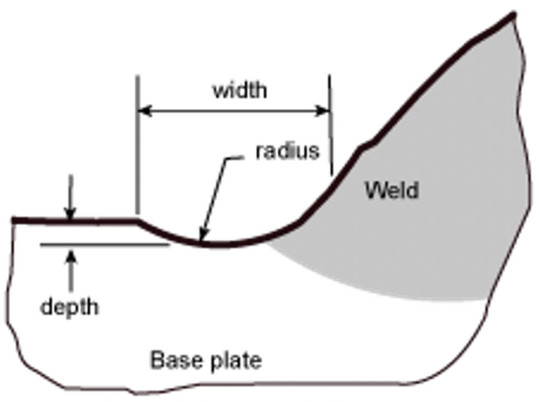 Visualisation de la rainure obtenue par le martelage du cordon de soudure
Visualisation de la rainure obtenue par le martelage du cordon de soudureContraintes résiduelles de compression
Le second effet du martelage par ultrasons est l’introduction de contraintes résiduelles de compression bénéfiques. Selon l’outil, l’intensité du traitement et le matériau, le niveau de compression introduit peut varier.
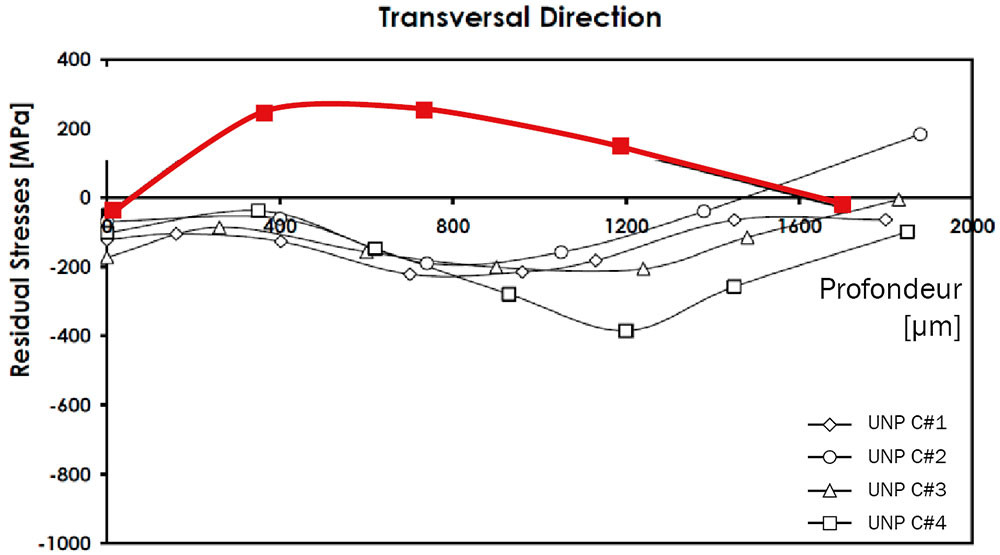
La figure ci-dessous, illustre des profils de contraintes résiduelles obtenus après traitement UIT/HFMI sur de l’acier S355 ; plusieurs configurations ont été caractérisées. Ces mesures ont été effectuées par diffraction de rayons X dans les laboratoires de SONATS.
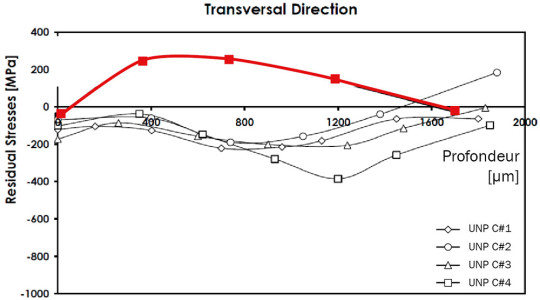 Profil des contraintes résiduelles
Profil des contraintes résiduelles
La courbe rouge correspond à l’échantillon non traité ; d’importantes contraintes résiduelles de tension sont observées jusqu’à 1,6 mm de profondeur.
Après UIT/HFMI, on observe d’importantes contraintes résiduelles de compression jusqu’à plus de 1,4 mm de profondeur pour toutes les conditions. La compression induite est bénéfique pour la tenue en fatigue, agissant contre les sollicitations de service.
Recommandations relatives à la fatigue
Plusieurs recommandations sur le procédé UIT/HFMI ont été émises par l’Institut international de la soudure (IIW), des sociétés de classification et des associations professionnelles sur des infrastructures de transport :
Recommandations de l’IIW : L’International Institute of Welding (IIW) recommande l’utilisation du procédé HFMI. En 2016, l’IIW à publié le document “IIW Recommendations for the HFMI Treatment - For Improving the Fatigue Strength of Welded Joints”. Ce document encadre l’utilisation du procédé que ce soit en phase de conception ou en phase d’utilisation.
 Parachèvement de soudures avec le procédé de martelage Sonats
Parachèvement de soudures avec le procédé de martelage Sonats