Le cintrage de profilés et tubes est un métier pour lequel l’expérience de l’opérateur est essentielle. Sa productivité et son confort de travail sont démultipliés par une machine adaptée.
Pierre Noël a débuté son aventure entrepreneuriale avec son frère en créant l’entreprise de sous-traitance en chaudronnerie Noël Métal en 1996 dans un atelier de 160 m². Cette activité a depuis évolué en intégrant la tôlerie fine (dont pliage et découpe laser en 4 mètres), la métallerie, ainsi que la mécanique.
Le cintrage de tubes et profilés fut longtemps sous-traité, mais l’entreprise était confrontée à plusieurs problèmes. Les prestataires étaient peu nombreux et cela générait des tensions sur les prix et sur les délais qui ne permettaient pas à Noël Métal de répondre de manière satisfaisante aux demandes de ses clients.
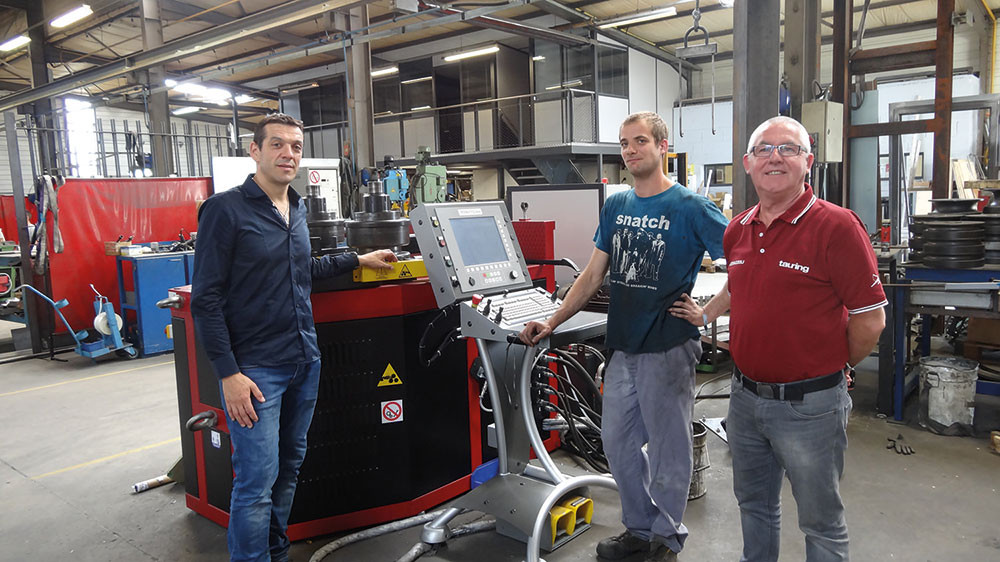
 Devant la cintreuse à profilés et tubes Tauring, de gauche à droite Pierre Noel, Sixte et Eric Chartier
Devant la cintreuse à profilés et tubes Tauring, de gauche à droite Pierre Noel, Sixte et Eric Chartier
Frustré par cette faiblesse qui aurait pu handicaper l’entreprise sur le long terme, les frères Noël décident alors d’intégrer le cintrage et le roulage. Plutôt que d’acquérir des machines pour l’atelier de Noël Métal, ils décidèrent de créer en 2002 une société dévolue à cette activité,
Calade Cintrage. Cette solution permettait à Noël Métal de gagner son indépendance vis-à-vis de cette technologie, tout en étendant le périmètre des prestations de sous-traitance proposées avec une entité très spécialisée et donc susceptible d’attirer naturellement des donneurs d’ordres. «
Au-delà de nos besoins propres, nous comptions un bon nombre de tôleries autour de l’entreprise et nous avons pensé que si elles rencontraient les mêmes problèmes que nous, elles seraient intéressées par nos services. C’est ce qui s’est passé » se félicite Pierre Noël. A l’heure actuelle, la sous-traitance pure en cintrage représente environ 30% de l’activité, tandis que les 70% restant sont consacrés aux projets du groupe Noël qui intègrent les différentes technologies proposées, dont la découpe laser de tube et de profilés.
Deux machines ont rejoint l’atelier au démarrage de Calade Cintrage : une cintreuse à 3 galets Alpha 70 CNCC Tauring, qui fonctionne encore à raison de 8 heures par jour sans souci, et une cintreuse à tubes par enroulement Macri. Trois personnes en assuraient le fonctionnement. «
Le principal problème de l’activité cintrage est qu’il faut 6 mois pour qu’un opérateur soit opérationnel et performant et il n’y a pas d’école pour apprendre à cintrer. Le cintrage n’est pas une science exacte et on apprend tous les jours » souligne Pierre Noël.
La croissance de l’activité a été suffisamment importante pour que l’atelier Calade Cintrage occupe aujourd’hui une surface de 2000 m² et emploie 25 personnes sur les 80 du Groupe. L’atelier est équipé de deux cintreuses à trois galets, de la cintreuse par enroulement, d’une rouleuse à tôles, d’une plieuse et de postes de montage pour des fabrications qui vont de l’unitaire à la moyenne série. L’entreprise travaille essentiellement l’acier, l’inox et l’aluminium et plus rarement le laiton ou le cuivre.
Pour accompagner la montée en charge et dépasser les limites de capacités de la première machine, l’acquisition d’une deuxième cintreuse à 3 galets a donc été nécessaire. Pierre Noël ne voulait pas reprendre un modèle équivalent à l’existant afin d’élargir les possibilités de fabrication et de se démarquer de la concurrence. Par contre, il a rapidement écarté les modèles de cintreuses destinés aux gros profilés qui nécessitent des dispositifs de manutention adaptés. Le choix s’est porté sur l’Alpha 120 de Tauring avec la commande CNCi, une machine capable de cintrer du diamètre 140. Plusieurs paramètres ont été pris en compte, tant sur la partie mécanique que logicielle.
Pierre Noël se souvient d’une marque concurrente qui offrait une machine de même capacité, mais beaucoup plus lourde et imposante, avec des galets à 1m80 du sol et qui nécessitait la création d’une fosse. De même les galets étaient également plus lourds, ce qui compliquait leur manipulation.
«
L’entraînement se fait par moteur hydraulique sur chaque arbre et les redresseurs sont également hydrauliques, ce qui permet de limiter la taille de la machine. L’opérateur bénéficie d’une position de travail plus agréable » appuie Eric Chartier, Directeur Général de Tauring France. «
Par rapport à l’Alfa 70, l’Alpha 120 a des galets qui montent de manière rectiligne et non plus curviligne, ce qui permet de pouvoir utiliser des supports indépendants des arbres et de pouvoir faire du rayon variable. »
«
Nous avons aussi été très intéressés par le logiciel pour le débillardage car c’est un procédé sur lequel nous passions beaucoup de temps. A chaque fois nous étions obligés de reconstituer une cage pour le débillardage, ce qui n’est plus le cas avec la solution Tauring. »
Depuis l’arrivée de la machine aux capacités étendues l’entreprise a remporté des marchés dont elle était écartée auparavant. De plus, et c’est tout à fait légitime pour des machines fabriquées à 14 ans d’écart, le gain de productivité a été important. Ces gains se mesurent dès la phase de programmation : «
sur l’ancienne machine, nous étions obligés de reprogrammer à la main alors que l’Alpha 120 peut récupérer des fichiers DXF. De plus, nous avons mémorisé tous les types de profilés que nous travaillons régulièrement, ce qui nous apporte un gros gain de temps. » La programmation d’une pièce inédite est simple puisqu’il suffit de sélectionner les icônes correspondant aux différentes parties de la pièce (partie droite, cintre) et de renseigner leur caractéristiques (longueur, rayon). La fonction MDI, qui permet à tout moment de saisir rapidement des instructions sur la machine, sans avoir à faire un programme complet (par exemple pour positionner l’axe croqueur à une certaine position), est aussi très appréciée par l’opérateur. Pour les cas où l’entreprise a besoin de réaliser une pièce symétrique par rapport à un programme existant, la fonction Swap permet d’inverser les sens de cintrage d’une pièce sans avoir à reprogrammer.
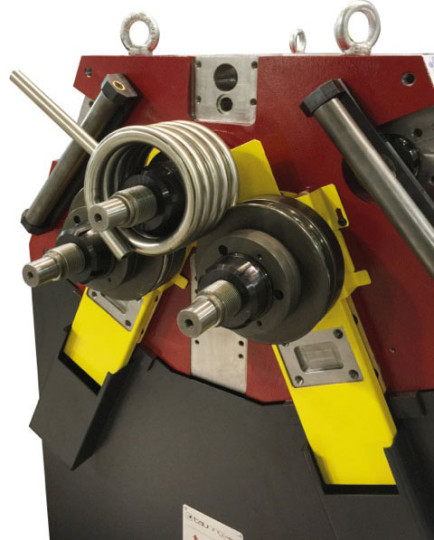
Pour être capable de répondre rapidement à ses clients, Calade Cintrage a également investit dans un important stock d’outillages pour les laminés marchands et les galets pour tube de diamètre 33,7 à 114 mm. Ce stock de galets assure une excellente réactivité à l’entreprise car la fabrication de ce type d’outillage peut nécessiter plusieurs semaines de délais. Le format compact des galets est également vu comme un avantage car ils sont changés plusieurs fois par jour au moyen d’une simple potence.
Lors du cintrage, si la machine patine, la commande numérique adapte automatiquement le programme pour atteindre le rayon de cintrage désiré : si le profil n’avance plus, le galet croqueur n’effectuera aucune action avant son redémarrage.
Même si le cintrage reste un métier de spécialiste, pour lequel il n’est pas toujours aisé de prédire les résultats, la cintreuse Tauring «
correspond bien à notre logique de sous-traitant : être capable de sortir des pièces rapidement et sans avoir à jeter une pièce sur deux » assure Pierre Noël.
Le groupe Noël
Au-delà de sa croissance organique, le Groupe Noël a intégré ou créé plusieurs entreprises depuis son origine. Outre Calade Cintrage crée en 2002, le Groupe a intégré en 2008 Cyrius qui propose des prestations de signalétique, d’agencement, de réalisation de mobiliers urbains, la tôlerie Ativ en 2009 et vient de créer une entreprise de négoce de produits métalliques (tôles, profilés et tubes en gros ou au détail) et fournitures à destination des professionnels et particulier, ainsi qu’un service « LASER DRIVE », Le Marché du Métal à Limas. Son double positionnement sur les marchés de l’industrie et du bâtiment avec des cycles différents lui permet de lisser les fluctuations de son activité.