Rassembler deux ateliers en un est une procédure complexe qui nécessite une grande maîtrise. Elle passe par le choix judicieux des technologies et de l’organisation de l’atelier, ainsi que par la sélection d’un constructeur capable de s’engager sur les objectifs de production et de respecter les délais pour la mise en place.
 Daniel Possémé, Responsable de Production, Jacky Frelon, Directeur Général d’Arnaudeau et Eric Patat Président de Ficep France
Daniel Possémé, Responsable de Production, Jacky Frelon, Directeur Général d’Arnaudeau et Eric Patat Président de Ficep France est une entreprise familiale, actuellement dirigée par la troisième génération, Monsieur et Madame Frelon. Au démarrage, le grand père avait créé une entreprise de forge artisanale qui a évolué vers la construction de bâtiments pour le secteur agricole, puis vers les petits bâtiments industriels et commerciaux avant de se lancer dans la réalisation d’édifices de grande envergure sous l’impulsion d’un important client, le groupe Bénéteau. L’entreprise participe aujourd’hui à des projets variés qui dépassent son activité historique : plateformes logistiques, immeubles de bureaux, etc.
Une diversification dans la tôlerie industrielle (découpe laser, pliage, cintrage, soudure pour la fabrication de pièces en acier, aluminium et acier à destination du machinisme agricole, du mobilier médical, l’accastillage ou encore le levage) a été décidée au tournant du siècle via trois entités :
Toléa,
Laser Océan et
Atibel. Le groupe Arnaudeau peut compter également depuis 1991 sur l’entreprise de sous-traitance OSM (Ouest Structures Métalliques), spécialisée dans les poutres PRS, grâce à sa machine à souder pour poutres PRS 1,80 m x 25 m.
En 2013, la famille, a fait le choix de fusionner Chagnas charpentier repris en 1997 et Arnaudeau pour rassembler les équipes sur un seul site qui emploie aujourd’hui environ 120 personnes, dont 25 personnes au BE, une cinquantaine en production, une trentaine au service administratif et le solde dédié au montage sur les chantiers. L’atelier occupe une surface de 10.000 m² répartis en plusieurs sections : le stock couvert, pour la production des produits longs, une unité Ficep automatique composée de 3 machines distinctes (ligne de perçage multibroches haute vitesse, ligne de sciage marquage, robot de grugeage 3D avec plasma et oxycoupage). Cette unité peut traiter indépendamment les laminés ou les PRS (reconstitué sur un banc Commercy Soudure). Une unité automatique Ficep composée d’un centre d’usinage avec poinçonnage, perçage, marquage, découpe plasma effectue la production des produits Plats (goussets, platines). Enfin, le traitement de surface est réalisé sur la ligne de grenaillage et peinture fournie également par Ficep assure la qualité demandée. Cette organisation est le fruit de la réflexion menée au moment de la fusion des ateliers Chagnas et Arnaudeau. La procédure fut complexe car l’entreprise ne pouvait se permettre d’interrompre trop longtemps la production entre les déplacements de matériels et l’arrivée de nouveaux équipements. Plus de 500 tonnes de matière première est produite chaque mois, avec une progression régulière.
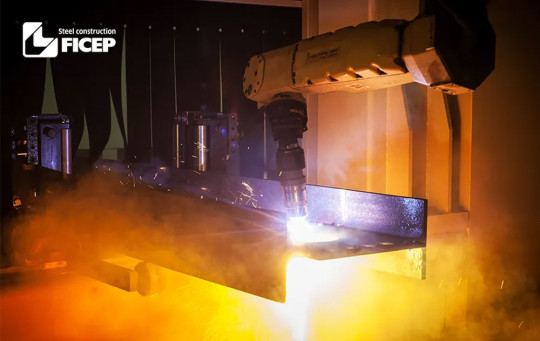
 Sur la ligne Ficep B254 sont traitées les platines selon 3 technologies : le poinçonnage, le perçage et la découpe plasma
Sur la ligne Ficep B254 sont traitées les platines selon 3 technologies : le poinçonnage, le perçage et la découpe plasmaEvolution du métier de charpentier
Arnaudeau est l’interlocuteur pour la livraison de bâtiments complets qui ne se limitent pas à la structure, mais intègrent également l’enveloppe complète incluant la couverture, le bardage, l’étanchéité, l’habillage et la métallerie. Les architectes apprécient d’avoir un interlocuteur unique pour la prise en charge de ces différentes prestations.
«
Aujourd’hui, tout va très vite, de l’étude à la réalisation car les décisions se prennent sur le tard. En tant que fabricant installateur nous subissons donc de grosses contraintes. Il nous faut donc être très souples et réactifs tant en étude qu’en fabrication » insiste Jacky Frelon, Directeur Général d’Arnaudeau SAS. Et ce, d’autant plus que les bâtiments sont de plus en plus complexes, en particulier en termes d’isolants et revêtements qui nécessitent des structures secondaires.
Il regrette que ses donneurs d’ordres ne prennent pas toujours en compte les problématiques des structures métalliques en citant l’exemple d’un bâtiment qui doit accueillir des grosses centrales de froid en toiture qui pèsent plusieurs tonnes, mais à un endroit qui n’est pas encore décidé. Or ce placement a un impact direct sur la conception du bâtiment alors que le client souhaite une livraison dans un délai assez court. L’adaptation en cours de route fait partie du quotidien de l’entreprise.
Face à ce type de chantiers, et si l’entreprise désire conserver la maîtrise de la conception et de la fabrication en interne, il est recommandé de ne pas être trop juste en termes de personnels. Cette difficulté est contradictoire avec la pression constante sur les prix et nécessite un arbitrage pointu du chef d’entreprise.
Fort heureusement, «
notre relation avec les architectes va souvent au-delà d’une relation commerciale pure et dure et nous sommes alors systématiquement une force de proposition. Nous sommes consultés en amont en pré-dimensionnement et pré-étude afin d’obtenir rapidement des tendances pour les budgets, ce qui est très apprécié de nos clients. »
 Autre installation automatisée de l’atelier, le robot 7 axes de découpe pour tubes et profilés
Autre installation automatisée de l’atelier, le robot 7 axes de découpe pour tubes et profilésRepenser ses méthodes de travail avec l’automatisation
Les platines sont traitées sur une ligne Ficep Tipo B254 qui assure le poinçonnage, le perçage et la découpe plasma des plaques. Selon les profils et les besoins, les profilés sont usinés, soit sur une machine de poinçonnage-cisaillage, soit sur une ligne comprenant un centre de perçage Ficep Endeavour toutes options (perçage, fraisage et marquage), une scie automatique, de capacités 1200 x 600 mm, capable de réaliser des coupes biaises jusqu’à 60° et un robot 7 axes qui gruge en trois dimensions les poutrelles.
Vidéo Ficep de présentation de la ligne Tipo B254
Quand Jacky Frelon prit la décision de rassembler toute la production sur un site, la nécessité de maintenir au minimum les quantités produites sur les deux sites précédents. Cet objectif ne pouvait être atteint qu’en renouvelant une partie du parc machines. La décision de cet important investissement fut facilitée par le fait que le renouvellement avait été retardé dans l’attente de la fusion des ateliers. «
J’avais stoppé les investissements machines sur les deux sites car je ne voulais pas acheter une machine pour la transférer à brève échéance. »
Face aux bouleversements induits par cette réorganisation Jacky Frelon s’est laissé le temps de la réflexion qu’il a utilisé pour réaliser des visites de confrères en France et à l’étranger et de fournisseurs variés afin de s’inspirer des meilleures pratiques.
Anciennement Arnaudeau et Chagnas exploitaient chacune un centre de perçage-sciage combiné, avec une exécution des opérations l’une après l’autre. Aujourd’hui, ces deux matériels ont été remplacés par le centre de perçage Ficep Endeavour et la scie qui travaillent indépendamment, récemment complétés par le robot de grugeage. Les trois parties de cette nouvelle ligne peuvent fonctionner en simultané.
Le centre de perçage Endeavour est équipé d’électrobroches de forte capacité (31 kW chacun) qui fonctionnent sans réducteur. Cette technologie offre l’avantage de pouvoir percer plus vite avec des outils carbure par une limitation des vibrations. Il n’est donc pas nécessaire de réduire la vitesse de perçage pour atteindre un seul de vibration compatible avec l’utilisation de ce type d’outils. De plus, la machine n’est plus équipée de vis à billes car elles ont été remplacées par des systèmes pignon-crémaillère, ce qui permet de pousser plus fort. Le centre est également équipé d’axes complémentaires qui offrent un gros gain de productivité en permettant d’usiner des trous qui ne sont pas dans le même plan aussi rapidement que s’ils étaient dans le même plan.
Le robot 7 axes, capable de découpe aussi bien des profilés que des tubes, utilise de manière indifférenciée le plasma et l’oxycoupage, sans intervention humaine. Les deux technologies sont nécessaires pour élargir l’éventail des possibles : les dimensions plus importantes de la torche plasma par rapport à un chalumeau d’oxycoupage engendrent, dans certaines situations, des risques de collision. L’oxycoupage conserve également son avantage économique pour la découpe de matériaux épais. Le robot trouve ses principales applications dans la réalisation de solives de plancher, des passages de conduits dans les poutres, et est capable de réaliser tous types de grugeage ou chanfreinage.
Voir au-delà des machines
«
Au-delà des évolutions technologiques des machines, je me suis rendu compte que nous perdions beaucoup de temps sur la manutention. C’est pour cette raison que je suis parti vers une ligne automatique » se souvient Jacky Frelon qui était au départ méfiant envers ce qu’il considérait comme une source de panne bien plus récurrente que les machines. Or l’utilisation d’une ligne unique rend encore plus importante la fiabilité de l’ensemble de la ligne. Les visites d’entreprises déjà équipées de ce genre de solutions ont été à ce titre rassurantes.
Le chargement de la ligne se fait sur la perceuse. Les profilés usinés sont ensuite dirigés vers la scie avant d’être envoyés soit vers le hall d’assemblage, soit vers le robot de grugeage. «
Pour les entreprises qui fonctionnent avec une ligne décalée automatique, il est plus judicieux de débuter par le perçage pour deux raisons : la première est que les petites pièces ne sont générées qu’à la fin, ce qui évite d’avoir à les déplacer sur les convoyeurs et ripeurs, ce qui diminue l’investissement de beaucoup et permet de produire des pièces de petites dimensions sans limitation de taille. La deuxième raison est qu’en sortie de scie, il est techniquement possible d’envoyer la pièce vers quatre endroits différents : les petites pièces jusqu’à 1200 mm dans un bac, les pièces plus longues dans deux halls d’assemblages différents, plus un hall pour le grugeage avec le robot » Eric Patat, Président de Ficep France.
L’intégration d’une ligne automatique nécessite, ce qui dans un premier temps pourrait être considéré comme une contrainte, mais qui au final constituera une nouvelle force pour l’entreprise : la rigueur dans l’organisation du travail. Si les travaux de dernière minute sont toujours possibles, une anticipation des travaux à réaliser est importante pour en tirer le meilleur. La révolution culturelle concerne donc presque plus le Service Méthodes. Dans les bureaux, l’entreprise utilise la suite logicielle Steel Projects PLM, qui récupère les fichiers CAO, gère toutes les mises en barres et imbrications, ainsi que les opérations d’usinage spécifiques pour les différentes machines, l’ordre des fabrications afin d’optimiser l’atelier et les lancements de production.
Retardé par cette importante réorganisation, le prochain objectif visé par l’entreprise en 2017 est la mise en application de la norme EN 1090.