Lors de ses journées portes ouvertes Vernet Behringer a fait la démonstration de plusieurs nouveautés dont certaines avaient été présentées quelques semaines plus tôt au salon EMO de Milan. Outre le fabricant de scie Behringer, elle a associé à l’évènement Spaleck Industries avec des tonneaux d’ébavurage et Graitec avec un logiciel de GPAO.
Avec la nouvelle ligne de perçage, marquage et fraisage pour profilés de type HD-S, Vernet Behringer complète sa gamme en permettant le traitement de tubes et profilés de plus petites dimensions, du tube de 40 x 40 jusqu’au profilé de 400 x 300 mm. Au-delà de sa clientèle habituelle dans la construction métallique qui pourra se montrer intéressée par une machine polyvalente dans un environnement réduit, le constructeur espère aussi toucher un nouveau public, les serruriers-métalliers. Les profilés à ailettes spécifiques à la serrurerie sont traités sans problème par cette ligne. Pour Pascal Denis, PDG de Vernet Behringer, «
cette machine arrive à un bon moment, celui où les entreprises de métallerie passent à l’ère industrielle. D’ailleurs, les deux premières machines vendues l’ont été à des métaliers. »
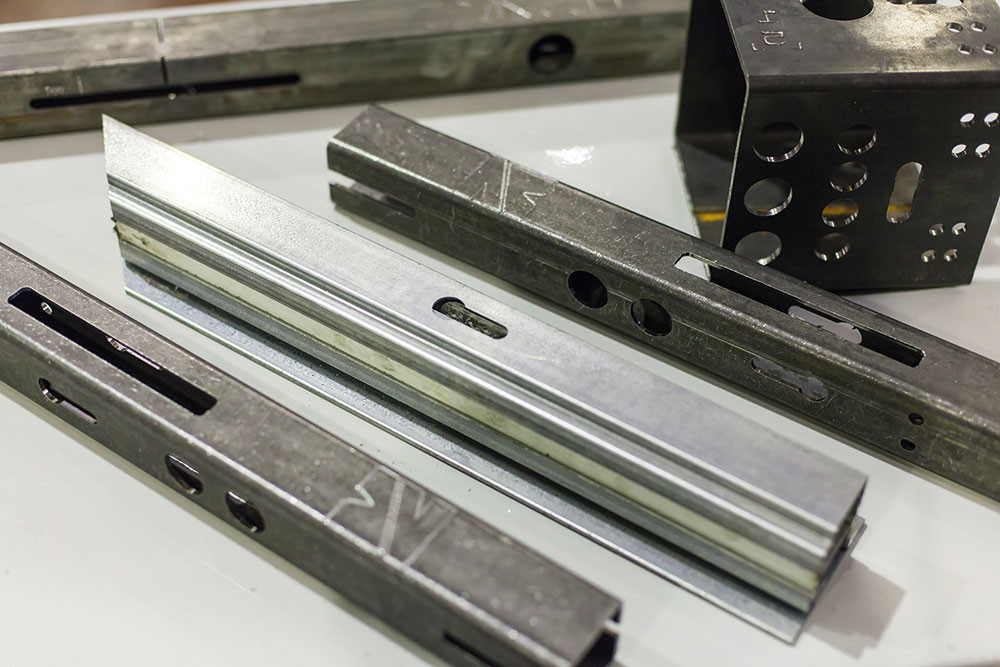
 Des profilés typiques de la serrurerie métallerie ont été usinés sur la machine Vernet Behring HD-S
Des profilés typiques de la serrurerie métallerie ont été usinés sur la machine Vernet Behring HD-S
Compacte, la HD-S est une déclinaison du modèle HD-XEVO et possède de nombreuses caractéristiques lui permettant une bonne productivité pour l’usinage de profilés variés. Par exemple, elle possède 3 broches d’usinage pouvant percer simultanément l’âme et les 2 ailes d’un profilé H. Deux motorisations sont proposées par le constructeur (6 et 11 kW) selon le type de perçages à réaliser : perçage HSS jusqu’au diamètre 35 avec un revêtement TiN et fraisage pour la version 6 kW et carbure pour la version 11 kW (carbure à plaquettes jusqu’au diamètre 26 et carbure monobloc jusqu’au diamètre 8). L’étau a été conçu pour des usinages sur une grande variété de profilés : les quatre fixations verticales sont montées en quinconce afin d’avoir un bon serrage, des petits aux grands profilés. «
Par exemple, lors du serrage de tubes avec un fort rayon, avec la position en quinconce, on a des mors un peu plus long et on peut passer par dessus le rayon » justifie Mathieu Catherinet, Chef de projet au Bureau d’Etudes mécanique de Vernet Behringer. «
L’ensemble des actionneurs est hydraulique et le système basse pression livré en standard évite la déformation des petits profilés. » Un axe X numérisé avec 150 mm de course est proposé en option pour améliorer la productivité et la qualité des opérations de fraisage (trous oblongs, fentes dans les tubes etc.). Des changeurs d’outils peuvent venir compléter cette option en permettant d’avoir jusqu’à 4 outils en magasin par unité de perçage.
 Le centre d’usinage de profilés HD-S a été conçu en particulier pour répondre aux besoins des serrureries industrielles
Le centre d’usinage de profilés HD-S a été conçu en particulier pour répondre aux besoins des serrureries industrielles
Cette machine peut être mise en ligne avec une scie à ruban Behringer pour des coupes droites ou d’angles jusqu’à ±30°. Ce constructeur a la particularité d’utiliser la fonte dans ses fabrications, ce qui apporte une excellente absorption des vibrations et confère à la lame un meilleur comportement. Des volants inclinés évitent une trop grande déformation de la lame pendant sa rotation et en renforcent donc la durée de vie.
Le banc de sortie motorisé mesure 4 m et est complété par un élément libre selon les besoins de l’entreprise et des systèmes de déchargement.
HD-XEVO, la course en x de 500 mm
Disponible en trois tailles, pour l’usinage des profilés long de tous types jusqu’à 600, 900 ou 1200 mm de large le modèle HD-XEVO constitue le haut de gamme de Vernet Behringer tant au niveau de la taille que des caractéristiques techniques.
Le banc d’entrée est équipé d’un chariot numérisé pour faire de la prise en pince automatique. A ce niveau une unité optionnelle de rayage est proposée. Elle fonctionne sur toute la longueur du profilé, sans zone morte et le profilé est maintenu par un étau avec un presseur vertical.
Proposée en option sur la HD-S, la course en X des trois unités d’usinage indépendantes est ici installée en standard et est largement supérieure, avec 500 mm. Ces trois unités peuvent donc travailler en parallèle pour réaliser des opérations différentes à l’intérieur de la course en X. De plus, l’usinage peut être réalisé en temps masqué en même temps que le sciage. Cet axe X renforce la productivité en réduisant une partie du temps perdu au desserrage, avance et serrage du profilé. Le magasin d’outils contient jusqu’à 10 outils pour les unités horizontales et 12 pour l’unité verticale.
FGEVO dédiée aux tôles et goussets
Autre développement récent de Vernet Behringer, la ligne de perçage, marquage et fraisage pour tôles, platines et goussets FGEVO était également en démonstration. Equipée d’une unité de perçage avec un système de changement d’outils à 4 outils en standard et 8 en option, la machine FGEVO traite des pièces jusqu’à une dimension de 1000 x 500 x 40 mm pour la version avec rouleaux de fraisage et 1000 x 650 x 40 mm sans les rouleaux. Cette unité de perçage est de type standard chez Vernet Behringer et elle permet de faire du perçage HSS ou carbure, ainsi que du fraisage de formes dans les plats. Le constructeur propose deux modules optionnels : une marqueuse disque à 25 caractères pour un marquage rapide et profond (lisible après galvanisation des pièces) et une unité d’ébavurage située en-dessous assure la finition des pièces une fois le perçage réalisé viennent compléter cet équipement. «
L’import d’un fichier CN au format DSTV permet de lancer la fabrication sans nécessiter de programmation par l’opérateur » souligne Baptiste Pagot, Responsable du développement de la FGEVO.
 Vue de l’intérieur du robot de découpe RD-X avec au premier plan le support escamotable pour profilés
Vue de l’intérieur du robot de découpe RD-X avec au premier plan le support escamotable pour profilésRD-X, la découpe robotisée
Le robot RD-X de découpe droite ou chanfrein (0 à 45°) et grugeage plasma des profilés standard (H, I, U, plats, cornières et tubes) était également en démonstration. Le robot polyarticulé 6 axes avec rayon d’action de 1600 mm, du fabricant français Staübli est embarqué sur une table croisée pour assurer son déplacement à l’intérieur de l’enceinte de la cellule. Les 8 axes (6 axes robots + 2 axes table) sont synchronisés et utilisés pour usiner les profilés. La source plasma Kjellberg HiFocus 360 reçoit une «
torche dessinée par le Bureau d’Etudes de Vernet Behringer et fabriquée sur mesure qui a l’avantage d’être très compacte afin de laisser une grande liberté de mouvement en évitant les risques de collision » signale Vincent Leclerc, ingénieur R&D et responsable du projet RD-X.
En entrée de cellule, une pince amène le profilé à la position désirée. Celui-ci est soutenu à l’intérieur de la cellule par des rouleaux escamotables qui ainsi n’interfèrent pas avec la découpe. Avant la phase de découpe, le robot s’assure que la définition théorique du profilé correspond bien à la réalité grâce à 7 points de palpage (3 points par aile et un point sur l’âme). Après vérification, la trajectoire du robot est, si nécessaire, automatiquement adaptée pour respecter la géométrie. La découpe débute alors, toujours par l’âme du profilé, suivie des ailes afin que les scories liées à leur découpe ne viennent pas perturber la découpe de l’âme.
Accès à la suite de l'article :
VERNET BEHRINGER vise de nouveaux marchés (2/2)