La société
SAM, située à Bad Tölz en Allemagne, est spécialisée dans le développement et la fabrication de composants de haute qualité pour la construction d'avions. Pour l'usinage des composants sensibles, SAM mise depuis près de 40 ans sur les outils de précision de Paul Horn GmbH. Outre les solutions d'outils pour le tournage de gorges, l'alésage intérieur et le taillage d'engrenages, le processus de brochage d'engrenages a également fait son entrée dans la production bavaroise.
Outre d'autres composants pour l'industrie aérospatiale, SAM est considéré dans le secteur comme un spécialiste du développement et de la production de servomoteurs. Ces actionneurs commandent des vannes pour la régulation de la température ainsi que pour les systèmes d'oxygène, d'air, de carburant et d'eau. SAM fabrique des servomoteurs à simple et double motorisation ainsi que des servomoteurs modulants. Les actionneurs à double motorisation servent par exemple à couper les vannes du flux de carburant lorsqu'une sécurité maximale contre les pannes est requise. L'élément central de chaque servomoteur est une roue dentée en alliage de bronze d'environ 60 mm de diamètre.
«
Nous avons principalement sous-traité la fabrication de la roue dentée », explique Erwin Wagner, responsable de la disposition des outils chez SAM. Les besoins en composants filigranes dépassent les 20 000 pièces par an. «
Afin d'obtenir une plus grande flexibilité et une indépendance des chaînes d'approvisionnement, nous avons décidé de reintégrer la fabrication des roues dentées en interne », raconte le responsable des projets spéciaux chez SAM, Herbert Krischkowski. Pour la fabrication de la denture extérieure avec un module de 0,5, il ne restait plus que le processus de brochage d'engrenages avec le parc de machines existant. «
Pour nos grandes quantités, ce processus n'aurait pas été rentable par rapport à la fabrication externe. D'une part, le temps de fabrication aurait été trop élevé et, d'autre part, les coûts de maintenance d'un appareil de mortaisage auraient encore augmenté le coût des pièces », explique Herbert Krischkowski. Wagner ajoute : «
En utilisation continue, les appareils doivent être entretenus au moins tous les six mois. Ici, on se situe dans une fourchette de coûts moyens à quatre chiffres ».
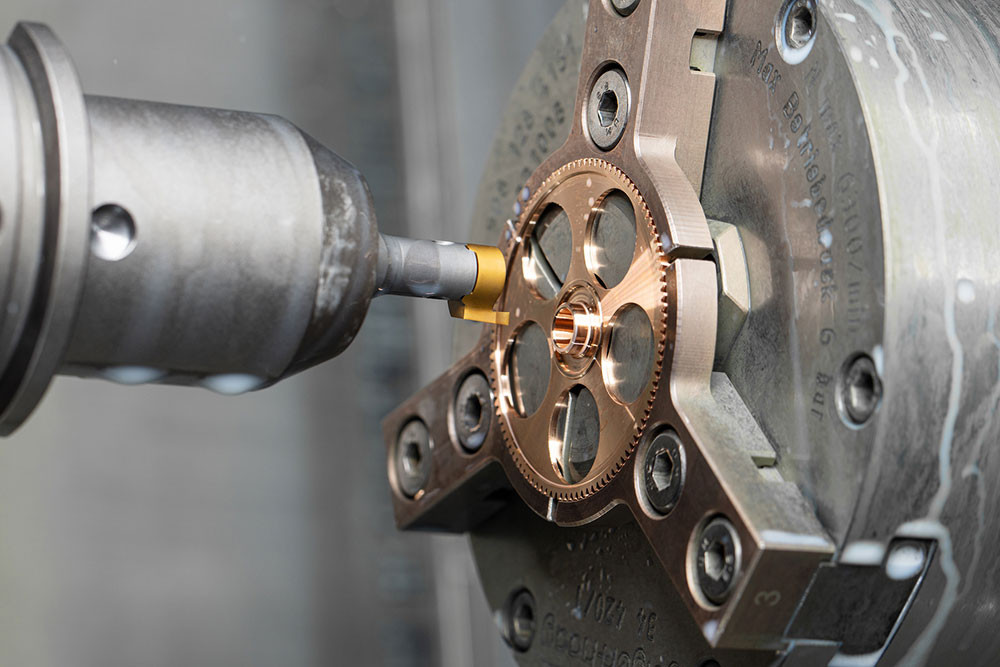
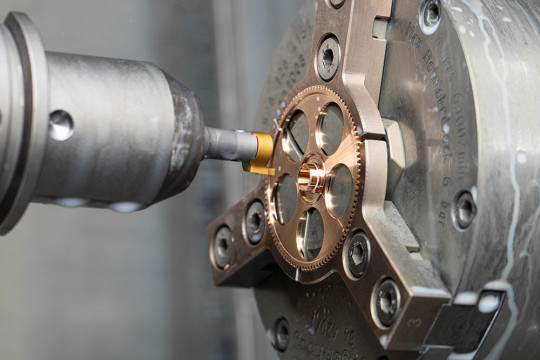
 Le skiving apporte un haut niveau de sécurité du processus, des temps d’usinage courts et ainsi qu’une grande qualité des dentures (Photo HORN)
Le skiving apporte un haut niveau de sécurité du processus, des temps d’usinage courts et ainsi qu’une grande qualité des dentures (Photo HORN)Investissement dans un nouveau centre de tournage/fraisage
L’entreprise SAM est toujours à l'écoute des technologies nouvelles et plus économiques. À cet effet, la décision a été prise d'investir dans un nouveau centre de tournage/fraisage pour fabriquer les taillages de dentures avec le processus de skiving. «
Nous n'avions pas encore de tour avec une broche de fraisage dans notre parc de machines », explique Erwin Wagner. Lors de la recherche de la machine appropriée, deux candidats ont rapidement été présélectionnés. «
Notre choix s'est porté sur l'INDEX G220. La flexibilité du centre de tournage-fraisage, les conseils et le service d'INDEX nous ont entièrement convaincus », explique Herbert Krischkowski. Les Bavarois ont acheté le cycle de taillage par skiving ainsi que l'outil de skiving en même temps que la machine. La conception de l'outil s'est faite par l'intermédiaire de l'équipement d'origine de HORN ainsi que du collaborateur du service extérieur responsable de SAM, Michael Götze.
La décision d'investir dans une nouvelle machine équipée des outils de rasage HORN s'est rapidement avérée être la bonne. «
La fabrication en interne nous permet d'économiser plusieurs euros par pièce », explique Herbert Krischkowski. L'outil de taillage par skiving utilisé n'est pas de construction monobloc, mais avec un système de têtes interchangeables avec une interface de haute précision. Dans le processus, les taillages de dentures sont fabriqués avec quatre courses d'outil. Celles-ci sont réparties en trois courses d'ébauche et une course de finition avec une vitesse d'avance ralentie. Le temps de fabrication lors du skiving est d'environ 20 secondes. Outre le temps de fabrication réduit, les responsables ont été particulièrement convaincus par la qualité des taillages de dentures. «
Nous avons fait valider nos résultats de mesure par un prestataire de services externe. Celui-ci a été étonné de la précision et nous a fait savoir qu'il ne fabriquait normalement ses roues maîtresses avec une telle qualité », raconte Erwin Wagner en plaisantant.
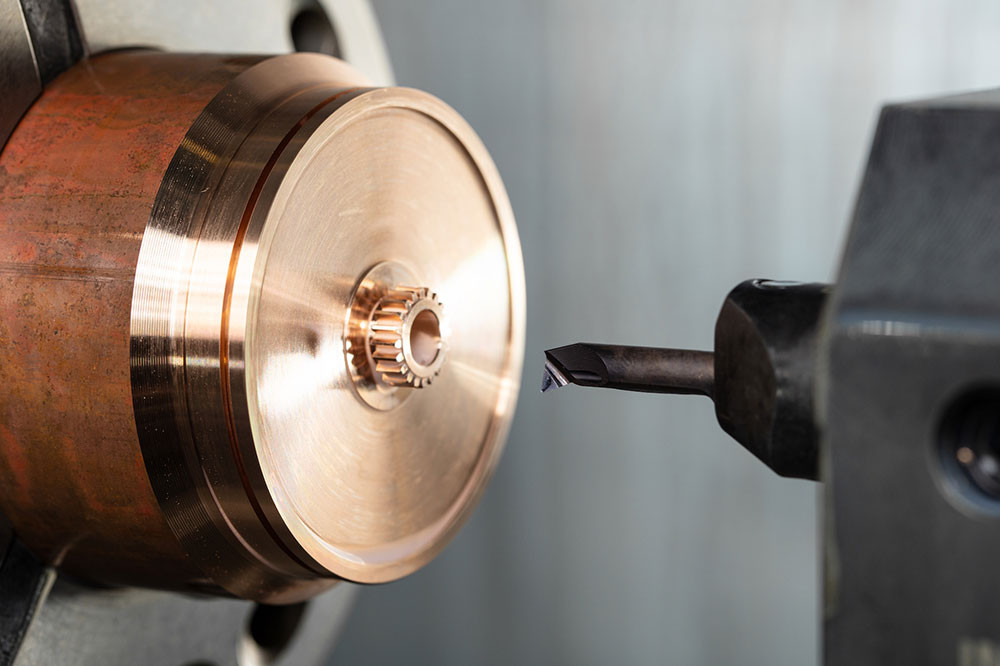
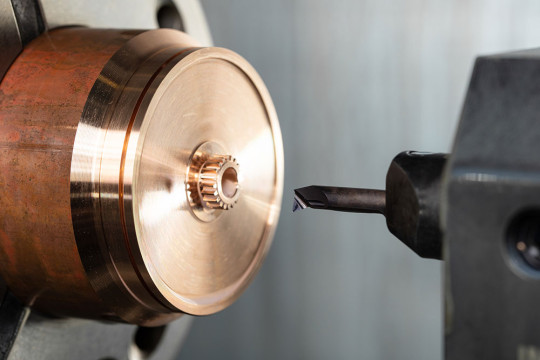
 Tournage de gorge axiale avec le système Mini (Photo HORN)
Tournage de gorge axiale avec le système Mini (Photo HORN)Le système de skiving HORN
comprend des outils de formes culindiques et coniques pour des modules de 0,5 à 2. La variante en carbure monobloc est disponible avec un diamètre allant jusqu'à 20 mm et avec une forme de denture droite. Ils sont utilisés pour les petits modules et les petits pièces, de préférence lorsqu'un faible encombrement du corps d’outils est nécessaire en raison du risque de collision. Les matériaux de coupe et les revêtements adaptés à l'application produisent des qualités de surface élevées sur la pièce à usiner. Pour les diamètres d'outils supérieurs à 20 mm, on utilise des outils de skiving avec système de tête interchangeable. L'interface précise permet de changer facilement la tête de coupe dans la machine, sans démonter le porte-outil. Le porte-outil en carbure assure une grande rigidité, une bonne résistance à l'usure et une grande précision. Pour les modules plus grands, HORN mise sur l'utilisation d'un porte-outil équipé de plaquettes réversibles. Pour le type d'outil WSR en particulier, HORN offre la possibilité de placer l'arrosage interne devant ou derrière l'arête de coupe. Ainsi, selon l'application, il est possible d'usiner des trous borgnes, des trous débouchants ou des trous étagés avec l'arrosage approprié.
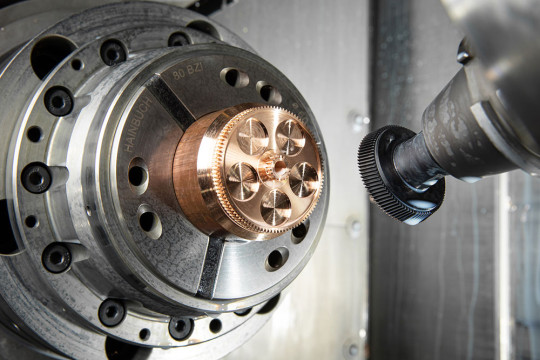
 Alésage intérieur du trou avec un outil HORN-Supermini (Photo HORN)
Alésage intérieur du trou avec un outil HORN-Supermini (Photo HORN)Autres systèmes HORN en action
D'autres systèmes HORN sont utilisés pour la roue dentée en alliage de bronze, ainsi qu’une plaquette de type S117 se charge du mortaisage d'une denture extérieure sur la surface plane de la pièce.
«
Ici, l'utilisation du skiving n'était pas possible, car il manque une gorge de dégagement à l'extrémité de la denture. Nous avons alors choisi le processus de brochage d'engrenages avec un outil spécial » explique Michael Götze, le collaborateur du service extérieur de HORN. Dans le processus, le diamètre du cercle de tête ainsi que le dégagement à l'extrémité de la denture sont d'abord ébauchés. Le dégagement sert à la sortie de l'outil de mortaisage. La plaquette de mortaisage, de forme spéciale, est rectifiée avec précision et possède deux dents. La première dent sert de prétailleur et le profil de la deuxième dent est identique au profil théorique de la denture requise. En cours d'utilisation, l'outil finit de pousser une dent par mouvement axial, avec une avance de 0,1 mm par course. Ensuite, la broche principale avance d'une dent et le processus de mortaisage recommence jusqu'à ce que la denture soit finie. Le temps de fabrication des dentures est d'environ une minute.
Même pour les opérations de tournage délicates, SAM mise sur les différents outils de HORN
Depuis environ 40 ans, les concepteurs d'outils travaillent avec SAM en utilisant des solutions d'outils de HORN. «
Le projet de notre nouveau centre de tournage-fraisage a été un succès total. La mise en œuvre d'INDEX et de HORN nous a convaincus. Les solutions d'outils de HORN et le service après-vente toujours disponible nous ont à nouveau montré pourquoi nous misons depuis des décennies sur les outils de Tübingen », déclare Erwin Wagner.
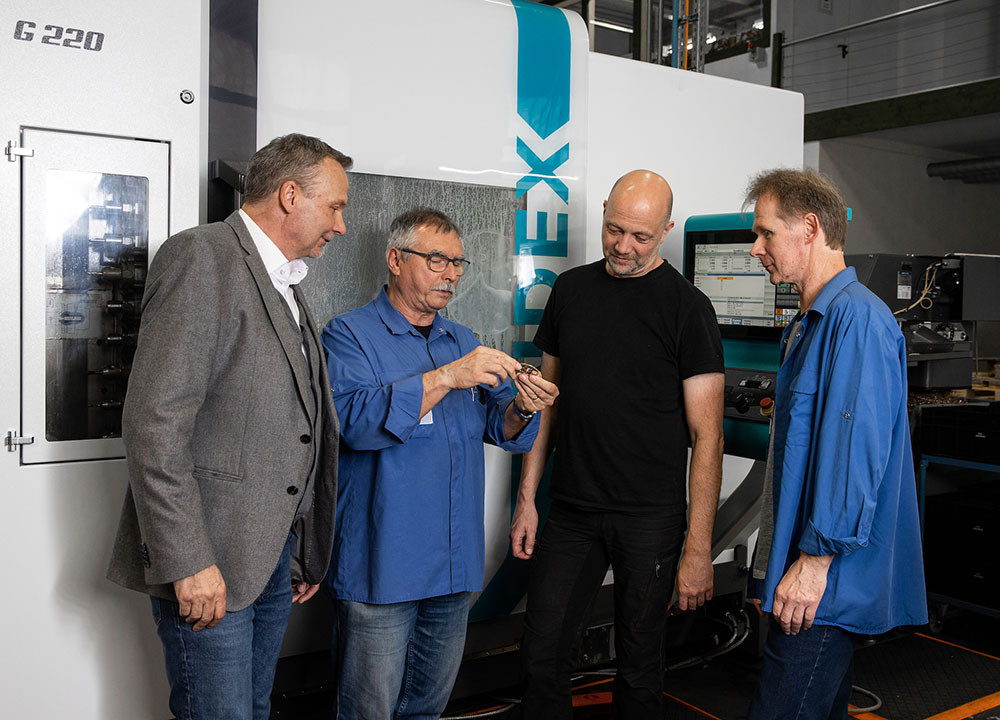
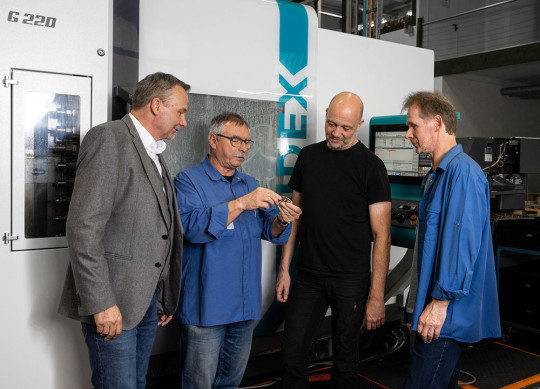 Une collaboration réussie : Michael Götze en conversation avec Herbert Krischkowski, le régleur Andreas Neumann et Erwin Wagner devant la nouvelle machine INDEX G220 (Photo HORN)
Une collaboration réussie : Michael Götze en conversation avec Herbert Krischkowski, le régleur Andreas Neumann et Erwin Wagner devant la nouvelle machine INDEX G220 (Photo HORN)