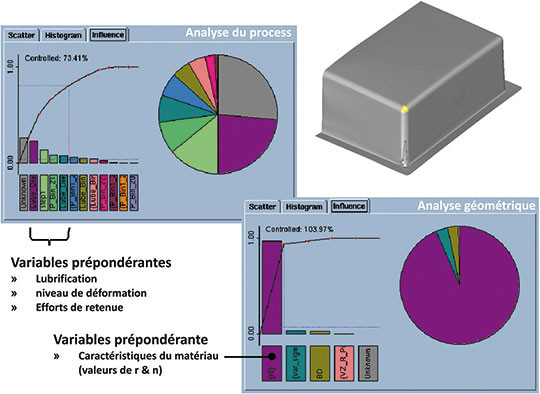
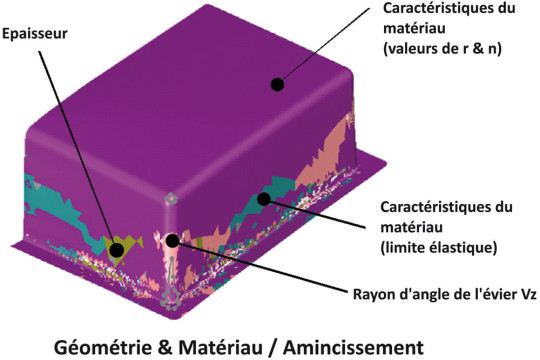
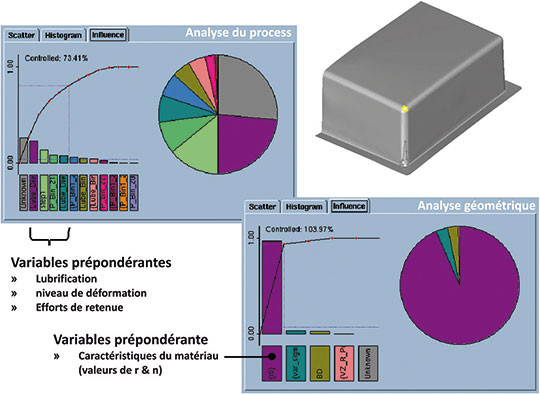
Grâce à l’analyse du process avec AutoForm-Sigma, les spécialistes du formage de tôle obtiennent des informations telles que où, jusqu’à quel point et comment une zone particulière est affectée. Par exemple, pour l’amincissement des zones de rayons sphériques, ils ont découvert que la lubrification de la matrice, le niveau de déformation et les effets de serrage étaient décisifs. En analysant la géométrie des zones critiques des rayons sphériques, AutoForm-Sigma a démontré que les caractéristiques matériaux étaient prédominantes.
 AutoForm-Sigma affiche les principaux facteurs qui influencent l’amincissement en tenant compte des variables de conception ou des variables de bruit. (Doc Autoform)
AutoForm-Sigma affiche les principaux facteurs qui influencent l’amincissement en tenant compte des variables de conception ou des variables de bruit. (Doc Autoform)
Les zones à risque dans les coins de l’évier ont été examinées de la même façon. Une fois encore, la lubrification de la matrice et les efforts de serrage se sont avérés être des paramètres prépondérants pour l’amincissement. De plus, la lubrification du serre-flan était elle aussi mentionnée.
En ce qui concerne le serre-flan et le frottement, Franke Werkzeugbau AG a pris en compte la force de compression d’un alliage aluminium bronze pour emboutissage dans le modèle du serre-flan. Plus la surface devenait rigide, plus la compression et les efforts de retenue en découlant augmentaient dans les zones épaissies. Les spécialistes ont également tenu compte d’une dépendance à la pression dans le modèle de frottement. Pour le pré-formage, cela signifiait que le coefficient de frottement était plus important au début du process d’emboutissage qu’à la fin. Il ne restait plus qu’à effectuer une analyse de sensibilité et la faisabilité était atteinte.
Lors de l’analyse de la géométrie, le rayon de l’angle de l’évier lors du pré-formage s’est révélé prédominant. Plus le rayon de l’angle était petit, plus les efforts de compression augmentaient, et à partir d’un certain rayon l’épaississement devenait inacceptable.
Grâce à des contacts actifs lors des tests entre les équipes de développement outil et la production, et grâce aux informations précieuses obtenues en production virtuelle, Franke Werkzeugbau AG a pu communiquer ses préoccupations précisément afin que les deux parties en tirent avantage. Au cours des diverses tables rondes effectuées avec des spécialistes et des non-spécialistes, ainsi qu’avec des responsables et leurs équipes, l’équipe d’ingénierie a pu expliquer en détails ses résultats en bénéficiant dans son argumentation du support concret et efficace des fonctionnalités d’AutoForm-Sigma telles que, entre autres, ses graphiques et diagrammes.
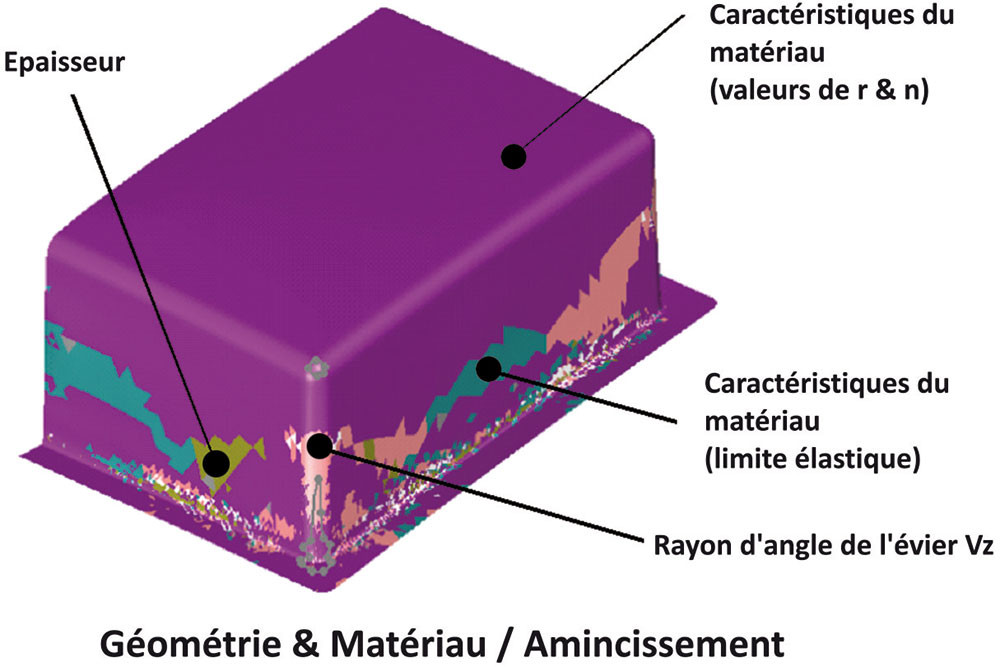
 En 2010 Franke Werkzeugbau AG a commencé à travailler avec AutoForm-Sigma permettant ainsi, par exemple, l’évaluation de l’impact des variables de conception sur l’amincissement de la tôle dans les rayons sphériques. (Doc Autoform)
En 2010 Franke Werkzeugbau AG a commencé à travailler avec AutoForm-Sigma permettant ainsi, par exemple, l’évaluation de l’impact des variables de conception sur l’amincissement de la tôle dans les rayons sphériques. (Doc Autoform)Remarquable et en même temps remarquablement invisible
Franke Werkzeugbau AG travaille avec les logiciels AutoForm depuis 2004 et leur application est depuis devenue un standard au sein de l’entreprise. L’évier du siècle a été le premier projet de développement dans lequel AutoForm-Sigma a été exploité. Jusque là, ce logiciel avait été uniquement utilisé pour optimiser les process de produits existants. AutoForm-Sigma avait permis de réduire de façon significative le nombre d’itérations de mise au point.
Selon Othmar Heutschi, qui supervise le département informatique chez Franke Werkzeugbau AG et travaille également sur la programmation CAO/FAO, la mise à niveau matérielle a été modérée pour cette utilisation d’AutoForm-Sigma. Les dépenses en formations ont également été raisonnables. Pour Mischa Widmer, idéalement, c’est un expert emboutissage formé et confirmé qui doit utiliser cette solution, maximisant efficacement tout le potentiel offert par AutoForm-Sigma, et qui, grâce à son expérience, pourra définir la bonne marche à suivre.
Objectif atteint
Grâce à AutoForm-Sigma l’équipe d’ingénieurs a pu quantifier la robustesse du process de formage. De plus, l’analyse de la sensibilité à la géométrie, c’est-à-dire aux paramètres de process, ainsi que l’évaluation de la capabilité du process, ont ouvert la voie à une production robuste.
Investir plus de temps dans le développement virtuel et saisir de nouvelles opportunités a porté ses fruits de façon spectaculaire pour Franke Werkzeugbau AG.
Début de l'article
Simulation d'emboutissage :
R12.5 un rayon comme preuve de compétence (1/2)