Depuis quelques années, le fabricant d'outils HORN se développe dans le secteur aéronautique. Il annonce, à nouveau, l'élargissement de son offre.
L'aéronautique est une des branches principales du secteur de l'usinage. La sécurité est une priorité absolue. Les défauts de production sont à bannir définitivement. Les exigences imposées à un outil destiné à une opération d'usinage sont élevées. Ces matériaux représentent un autre défi : Titane, Inconel et Hastelloy sont quelques exemples que l'outil coupant sera amené à usiner.
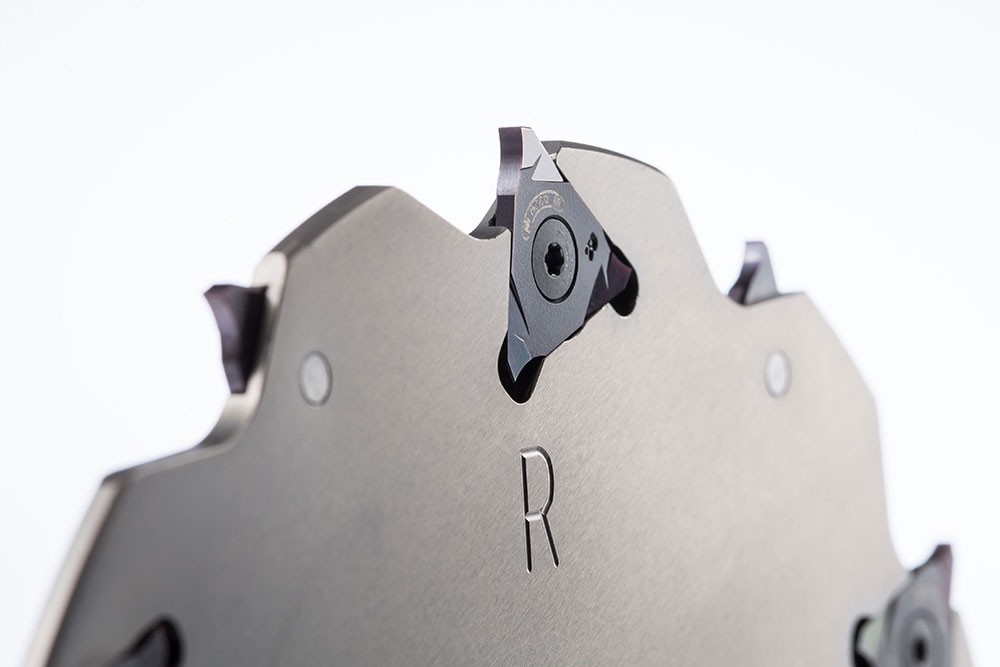
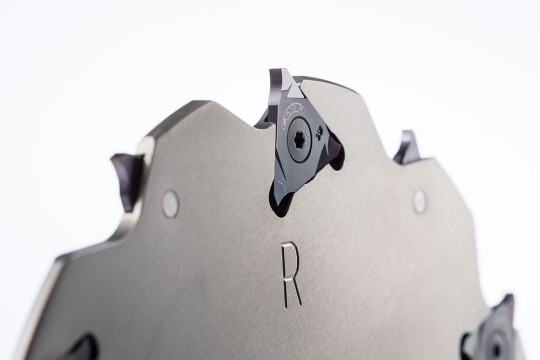 Le système de fraises à gorges M310 pour le fraisage de tous les matériaux aéronautiques et spatiaux (Photo Horn)
Le système de fraises à gorges M310 pour le fraisage de tous les matériaux aéronautiques et spatiaux (Photo Horn)
Les matériaux utilisés dans la construction aéronautique doivent offrir une résistance maximale pour un poids le plus réduit possible. Des matériaux 'hi-tech' sont utilisés, comme le titane ou des aciers à haute rigidité, mais aussi des alliages à base de nickel et de magnésium et des superalliages pour les applications à haute température. Des plastiques renforcés en fibres de carbone (CFRP) ainsi que des matériaux multi-composants à matrice métallique (MMC) à base de CFRP avec aluminium et titane permettent de gagner en légèreté.
La plupart de ces matériaux présentent l'inconvénient d'être difficilement usinables. L'adaptation de la géométrie de coupe, du substrat et du revêtement permet à l'outil d'opposer une forte résistance à l'usure générée par les matériaux. Avec ses clients du secteur aéronautique, HORN développe de nouvelles technologies, stratégies de fabrication et déroulements de processus afin de réaliser une production précise, rapide et rentable avec des volumes d'usinage, des durées de vie et des temps de production optimisés ainsi que des baisses de coûts considérables.
En 2017, HORN avait mis l'accent sur l'usinage des matériaux composites et les opérations de tournage dans le titane. Les fraises DS titane étaient annoncées, ainsi que la gamme de fraises en métal dur monobloc DS avec CVD-D. Sans oublier les plaquettes PKD et CVD-D pour booster les opérations de tournage semi-finition et finition dans le titane. En 2018, HORN met en avant les solutions suivantes :
• Le système de fraises à gorges M310
HORN dispose d'une expérience de longue date en matière de fraises à disque. Pour le fraisage de tous les matériaux aéronautiques et spatiaux, les fraises de séparation haute performance constituent une vaste gamme de produits. Ces produits couvrent tous les domaines d'application grâce à un grand choix de diamètres, largeurs de coupe, substrats et géométries. Notamment dans le cas de matériaux difficilement usinables et de composants de grande valeur assortis d'un nombre élevé de pièces, la performance de coupe est un enjeu important. Avec le système de fraises à gorges M310, HORN garantit une sécurité de processus et une fiabilité accrues.
• Le système de mortaisage
Une gamme étendue d'outils standards du système S117 représente un gain de temps lors du mortaisage de gorges sur les tours et fraiseuses. Les outils HORN profilent les pièces de manière économique avec une absolue précision angulaire et forme. Les plaquettes sont fabriquées individuellement selon les indications du client dans une multiplicité de profils et d'angles de dépouille. Il est possible de rectifier les formes avec des angles de dépouille réduits. Sur demande, des plaquettes de coupe équipées de diamant polycristallin et CBN sont disponibles. Le grand choix de supports d'outils et de profils plaquettes rend superflue l'utilisation d'une machine spéciale pour le mortaisage de gorges et le formage en plongée.
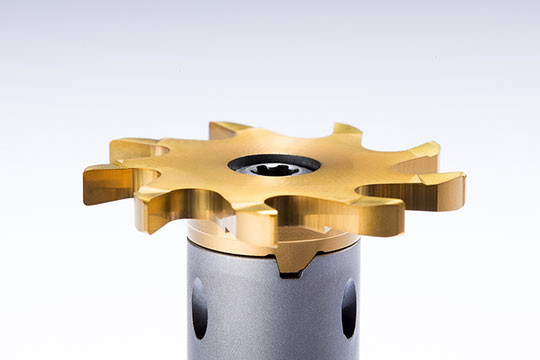
• Le système de fraises circulaires 932
HORN a élargi son catalogue de lames à trois et six arêtes en incorporant des outils encore plus performants comme les plaquettes de coupe de fraisage du type 932 circulaires. Avec neuf arêtes, le type 932 propose une performance d'enlèvement de copeaux améliorée de 50 % environ. Grâce à son design compact, le maniement de la lame de rainurage « T » d'un diamètre de coupe circulaire de 21,7 mm est très flexible et simple. Les largeurs de fraisage sont comprises entre 2 et 4 mm pour une profondeur de rainure de 8,3 mm. En cas de finition et préfinition, les neuf arêtes permettent des avances plus rapides à vitesse de coupe égale, la productivité augmente environ de moitié d'où un accroissement de la longévité des outils et de la sécurité de processus.
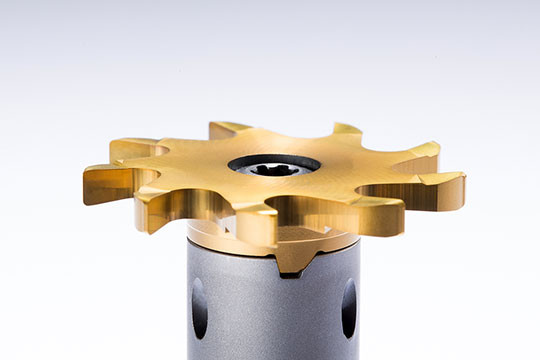 Le système de fraises circulaires 932 (Photo Horn)
Le système de fraises circulaires 932 (Photo Horn)