L'ajustage parfait d'un poinçon aux formes savantes révèle le potentiel de technicité d'un atelier d'usinage. Assurément l'ambition de SPEMA est d'innover en mode continu pour accompagner les projets les plus techniques de ses clients en matière de découpage fin. Grâce à une qualité toujours plus poussée des états de surface, à une précision et géométrie toujours plus exigeantes, les process de découpe améliorent leur productivité et longévité.
Ce savoir-faire offre également d'excellents débouchés dans les industries de pointe pour la sous-traitance de pièces de forme. Partisan d'un développement harmonieux de son entreprise, Dominique Renaudat (Président) a enclenché une dynamique autour de ces deux activités stratégiques afin d'accélérer le développement de l'entreprise qu'il dirige.
 L'usinage de poinçons pour le découpage fin fait partie des spécialités de SPEMA
L'usinage de poinçons pour le découpage fin fait partie des spécialités de SPEMA
Pour maîtriser cette orientation forte de management par la qualité et, de rationalisation des coûts, SPEMA a complété son organisation en créant un poste de responsable process et outils. Celui-ci devient le trait d'union qui associe, dans une logique bien comprise, le savoir-faire outilleur et la rentabilité en production du sous-traitant. La sélection des outils est un facteur déterminant pour atteindre des objectifs de qualité tout en agissant pour réduire les coûts pièce.
Dans cette recherche de stratégies d'usinage à optimiser, MMC Metal France s'est positionné par l'intermédiaire de James Perochon, aujourd'hui responsable régional MMC Metal France. Une première collaboration s'est amorcée en 2003. Dans l'objectif de réduire le temps de passage de la pièce sur machine en limitant le nombre d'opérations, tout le processus de fraisage devait être remis en cause. Il fallait associer dans un même moyen de production de type centre d'usinage la partie ébauche et la finition. A la suite d'essais comparatifs, les fraises en carbure monobloc VF de Mitsubishi Materials ont été sélectionnées pour équiper les centres d'usinage. Cette première collaboration a été couronnée de succès.
 SPEMA est équipée de 35 machines numériques dont 14 centres d'usinage
SPEMA est équipée de 35 machines numériques dont 14 centres d'usinage
«
La technicité des fraises monobloc proposées par MMC Metal France a permis de revoir l'ensemble du cycle d'usinage. Pour la phase ébauche et semi-finition, la gamme VF offre un excellent débit matière de par sa rigidité et ses angles de coupe anti-vibration. Nous avons pu augmenter sensiblement les vitesses d'avance et baisser le temps de passage sur machine. Issue de la même famille de fraises monobloc, la série VF2 dédiée aux usinages de finition a permis de meilleures qualités et une précision maîtrisée avec une parfaite répétabilité des valeurs mesurées. Cette fiabilité est liée à la longévité des outils que nous n'attendions pas à un aussi haut niveau. Rapporté au nombre de pièces produites, le coût d'un outil de qualité est avantageux. Au final, nous avons atteint notre objectif d'optimisation des temps machines tout en réduisant le nombre d'opérations par pièce, » explique le responsable de l'atelier SPEMA.
Sur le terrain, les opérateurs ont apprécié un confort de travail, des cycles sans surveillance et un niveau de répétabilité élevé. Interrogés sur le sujet, James Perochon et Yoan Avinain, qui lui a succédé en 2007 en tant que Technico-commercial MMC Metal France, ont pu expliquer que l'origine de la parfaite fiabilité et répétabilité de l'outil avait quelque chose d'unique. En effet, Mitsubishi Materials, fait partie de ces fabricants d'outils, qui maitrise l'intégralité du processus de l'extraction du minerai en passant par la conception, le développement du revêtement à l'affûtage. Sans cette maîtrise interne du paramètre matière, il n'est pas possible d'atteindre un tel niveau de fiabilité de l'outil.
Confortées dans les résultats obtenus, les orientations du chef d'entreprise ont favorisé la croissance de SPEMA qui compte désormais 50 salariés et 35 MOCN. L'arrivée régulière de nouveaux centres d'usinage élargit l'éventail de l'offre technique autour de la pièce complexe de grande précision, en série comme en unitaire. L'atelier s'est renforcé avec des cellules de très haute technologie afin de constamment être en pointe sur son cœur de métier : l'amélioration continue des systèmes de découpe.
Toujours en veille technologique, le spécialiste outils et programmation de SPEMA est le pivot des solutions d'usinage. Parmi tous les défis relevés par SPEMA, la volonté d'offrir une réactivité inégalée sur les délais de livraison d'outillages neufs ou de maintenance a poussé les partenaires aux limites actuelles des technologies d'usinage. Comme condition première, il est absolument nécessaire d'usiner dans la masse un acier déjà traité à 62 HRC. Dans le cas d'un poinçon dont l'empreinte représente 150 mm3, la précision attendue doit être inférieure à 3μ.
Pour étudier ce projet, Yoan Avinain s'est avéré le partenaire de confiance. Proche de son client, il a collaboré à la réussite de projets complexes. Il se tient à l'écoute et veille à gérer les livraisons de dépannage dans les plus brefs délais. Attentif aux enjeux de cette consultation, Yoan Avinain entend aller le plus loin possible pour préciser chacun des paramètres sécurisant cet objectif de performance. Avec l'appui des spécialistes du réseau Mitsubishi Materials et de Yoan Avinain, ils ont retenu une solution d'outils complémentaires pour approcher le profil de la pièce en balayages successifs, puis effectuer la finition miroir dans le respect de tolérances géométriques limitées à 2μ.
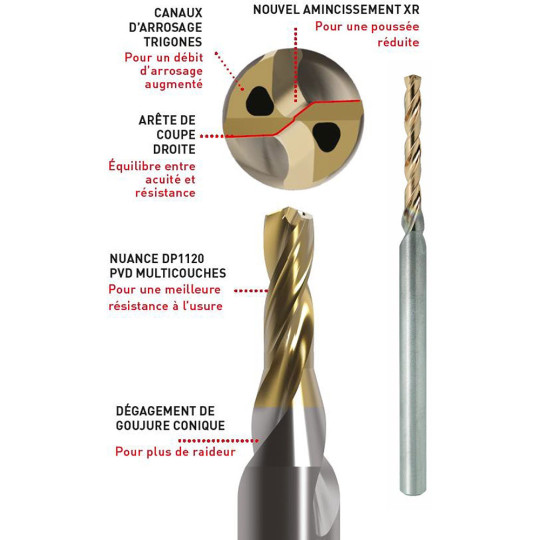
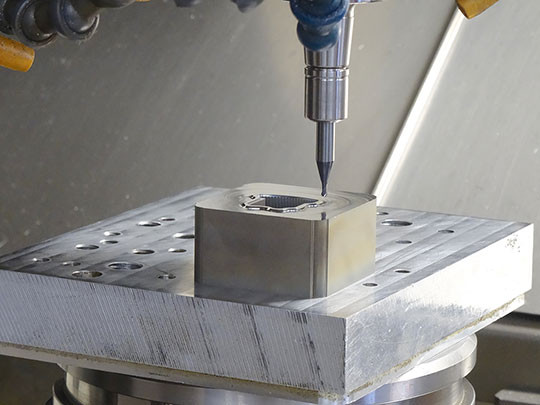
Pour l'usinage dans la masse d'un acier déjà traité à 62 HRC, SPEMA utilise une sélection d'outil MMC METAL pour assurer des tolérances serrées et obtenir une finition miroir
Le succès de cette opération aux limites de ce qui est atteignable en fraisage combine le savoir-faire en programmation et celui d'opérateurs rigoureux au service d'un protocole millimétré permettant à la machine ultra précise d'être réglée sans variation de température. Dans la même série, les fraises VF2, conçues pour les opérations de finition de très grande précision, de Ø 0.2 à Ø20.0 sont fournies avec une tolérance de la forme hémisphérique garantie à 5μ. Les propriétés du revêtement Impact Miracle offrent un état de surface inégalé en fraisage avec un indice Ra 0,2. Grâce à un indice de frottement minime, ce revêtement préserve l'outil. Sa longévité, multipliée par 2 face à la concurrence, assure la fiabilité au process et garantit une bonne répétabilité.
Tout l'intérêt de ce projet provient d'une industrialisation économique des outillages de forme sur le centre d'usinage. Le temps de passage de la pièce représente souvent 4 à 6 heures. Tout incident, casse ou changement d'outil en cours de finition serait préjudiciable sur un produit à haute valeur ajoutée. Mais la confiance des opérateurs est totale avec les outils Mitsubishi Materials.
Loin de s'arrêter sur leur succès, le spécialiste des stratégies d'usinage et son partenaire MMC Metal France continuent d'apporter des solutions industrielles. La nouvelle fraise CBN2 en ébauche (gain en conso x 4 et -25% temps de cycle), la VFR2 Impact Miracle Révolution Fini Miroir, ainsi que les plaquettes CBN Mitsubishi Materials ont permis d'atteindre des Ra de 0,15µ.
 De gauche à droite : James PEROCHON (Responsable Régional MMC Metal France), l'équipe SPEMA, au centre Dominique RENAUDAT (Président SPEMA), et Yoan AVINAIN (Technico-commercial MMC Metal France)
De gauche à droite : James PEROCHON (Responsable Régional MMC Metal France), l'équipe SPEMA, au centre Dominique RENAUDAT (Président SPEMA), et Yoan AVINAIN (Technico-commercial MMC Metal France)
La satisfaction du dirigeant de SPEMA, Dominique Renaudat, dépasse la seule dimension de performance technique. Depuis son arrivée, la démarche qu'il a impulsée est entrée dans la culture d'entreprise. Les avancées techniques profitent tout autant au secteur de la sous-traitance qu'au développement du secteur outils de découpe. La qualité des outils Mitsubishi Materials, toujours plus nombreux dans l'atelier, a été un facteur de performances économiques. SPÉMA en tire avantage pour gagner des marchés de sous- traitance au Mexique, en Pologne et au Portugal.