De nombreux produits industriels en tôle sont parfaits pour la production à partir de bobines.
Certains produits ont des encochages, des ouvertures de formes spéciales et des coupes qui peuvent être obtenues de façon satisfaisante à travers un système de découpe laser.
Mais souvent, beaucoup d’usinages sur des mêmes pièces peuvent être réalisés plus rapidement en ayant des coûts moindres en poinçonnage et de plus, les déformations et les emboutissages ne peuvent être obtenus qu’avec cette technologie.
 Dalcos est le premier constructeur qui allie le poinçonnage et le laser fibre sur une ligne de fabrication à partir de la bobine
Dalcos est le premier constructeur qui allie le poinçonnage et le laser fibre sur une ligne de fabrication à partir de la bobine
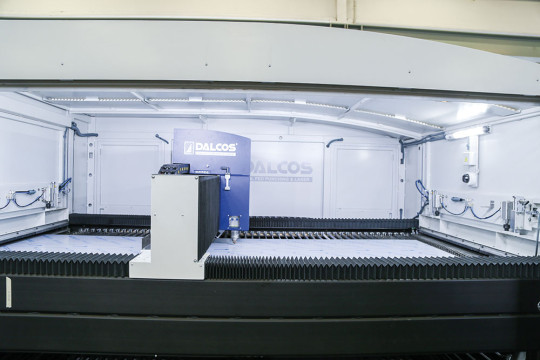
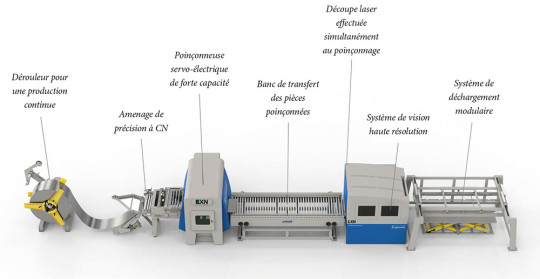
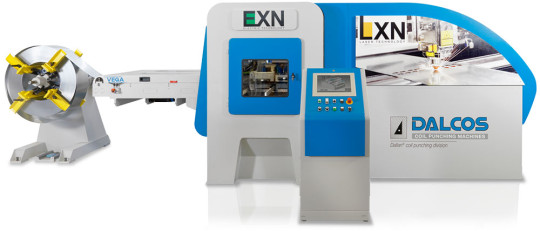
Pour répondre à cette exigence, Dalcos, la division Dallan qui s’occupe du poinçonnage à partir de bobines, a développé sur le marché la première machine combinée poinçonnage/laser à partir de bobines. Il s’agit d’une poinçonneuse électrique EXN 1000 à laquelle est adjoint une zone de coupe laser parfaite pour réaliser des encochages complexes, des perforations spéciales et des formes variables.
Le système se compose avant tout d’un dérouleur de 6000 kg, qui a la fonction de stockage de la matière première. Ensuite, un redresseur à 8 galets élimine les courbures de la tôle avant d’entrer dans la machine.
A l’entrée de la ELXN se trouve un amenage breveté VEGA 1000 à pinces bi-alternées, très précis dans les déplacements. La première partie de l’usinage est effectuée par la poinçonneuse électrique, qui travaille avec des outils à tourelle haute de dimension A, B et C. Cette zone de la machine peut être équipée avec des poinçons de taille majeure pour l’usinage de perforation, jusqu’à la dimension F et aussi avec le système rotatif G-tool. La zone de poinçonnage est équipée d’un marteau mobile avec servomoteur de 20 tonnes placé dans une structure compacte qui permet de travailler avec facilité même les tôles épaisses.
Une fois poinçonnés et complétés les différents emboutissages, la bande continue vers la zone de coupe laser.
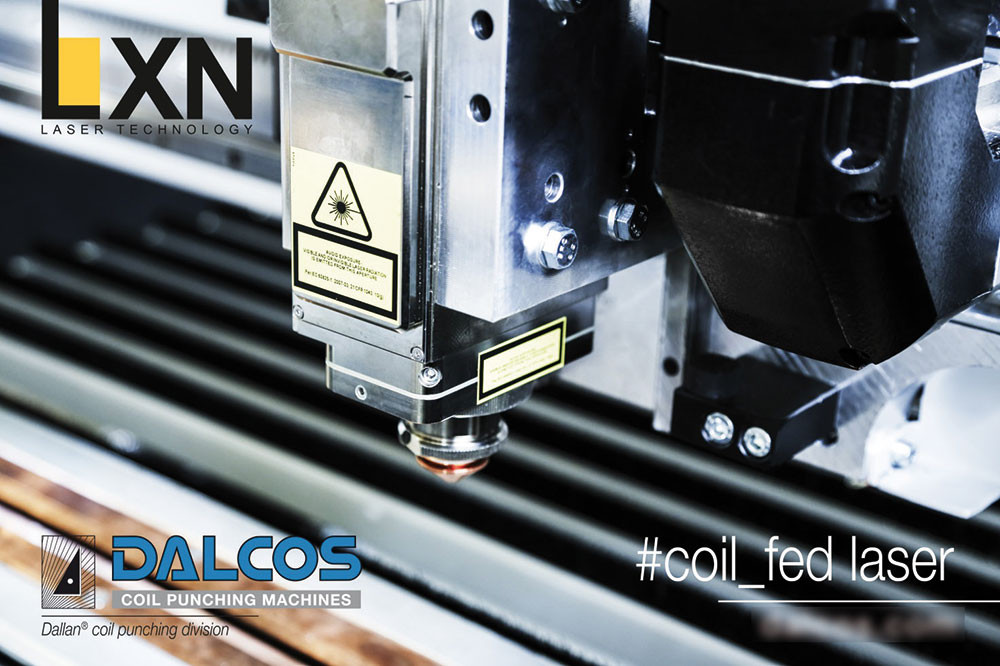
La tête de coupe laser est alimentée par une source laser fibre de 1 kW, qui peut être augmentée en puissance jusqu’à 4 kW. La tête de coupe se déplace librement en axe X et en Y tandis que la matière est maintenue immobile au dessous. Elle est soutenue par un système à brosses spéciales breveté Dalcos, alors que la zone de récupération est immobile, toujours en dessous de la tête de coupe.
Une fois complétée la coupe, les brosses s’activent et livrent la pièce produite dans la zone de déchargement qui ensuite est récupérée par l’opérateur ou par un système de déchargement robotisé.
Le grand avantage de ce système combiné est la modularité : il est possible d’utiliser la seule zone de poinçonnage en fonction des opérations à exécuter et suivant la disponibilité des outils.