Produire des trous de haute précision et à haute vitesse sans aucun equipement annexe de réglage ni compétence requise de l\'opérateur en alésage de précision. Les systèmes Kennametal d\'alésage de précision Romicron permettent aux utilisateurs d\'atteindre des tolérances sérrées tout en laissant l\'outil en place dans la machine, permettant ainsi un gain de temps et ceci sans formation spécifique. Ils peuvent réaliser des alésages de finition avec des tolérances sur le diamètre de seulement quelques microns (1 micron = 0.001 mm).
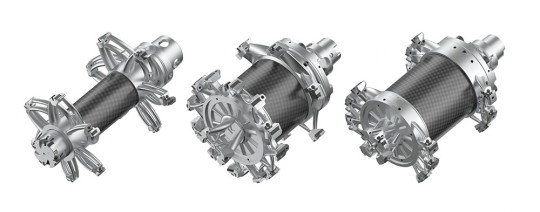
La précision dans l\'usinage est en forte croissance dans de nombreux secteurs de fabrication, en particulier l\'aérospatial, l\'énergie, les transports et le médical. Ainsi a-t-on eu recours, dans le passé, à des outils complexes et spécifiques aux alésages de haute précision, exigeant parfois de coûteuses installations, une large gamme d\'outils, une formation complète du personnel et de fastidieux essais de coupe. Récemment améliorés, les outils d\'alésage Romicron de la gamme Kennametal, peuvent être utilisés sur toutes les machines-outils existantes, ils réalisent des alésages fins en production, dans des tolérances de diamètre de quelques microns (1 micron = 0,001 mm). A l\'aide de cartouches ou de barres d\'alésage, tous les outils Romicron sont ajustables en diamètre grâce à une bague graduée à incrémentation de 2 microns afin d\'obtenir des tolérances très sérrées. L\'outil Romicron est équipé d\'un mécanisme d\'enclenchement par vernier qui offre un réglage instantané sans rattrapage de jeu: les opérateurs machines peuvent ainsi l\'entendre, le ressentir et le visualiser en lecture directe sur le vernier. Le nouveau Romicron AVS couvre une plage de diamètre de 25 à 79 mm et peut s\'utiliser avec des broches à haute vitesse jusqu\'à 20 000 tr/min. Il est équipé de plaquettes ISO standards, y compris les dernières plaquettes de la gamme BeyondTM Kennametal, et peut fonctionner avec les systèmes de refroidissement à haute pression jusqu\'à 120 bar pour une meilleure évacuation des copeaux et aussi réduire la température sur l\'arête de coupe.
Le système Romicron se compose essentiellement d\'un mécanisme breveté muni d\'une vanne coulissante fonctionnant à la manière d\'une transmission qui convertit le réglage avec un rapport d\'environ 10:1. Autrement dit, le réglage qu\'effectue l\'opérateur sur l\'outil est converti en un ajustement très fin du diamètre de coupe. Le mécanisme à vanne coulissante est autobloquant, aucune vis de blocage n\'est par conséquent nécessaire. Le mécanisme d\'ajustement sans jeu permet d\'augmenter ou diminuer le diamètre de façcon précise et ceci contrôlé par le nombre d\'incrémentation, contrairement aux nombreux mouvements d\'aller-retour des systèmes à compensation de jeu. Etant donné qu\'avec le système Romicron, les réglages sont faciles à effectuer et nécéssitent auncun matériel de mesure ou de contrôle supplémentaire, le réglage est réalisable directement sur la broche machine. Le gain de temps est surprenant, quelques « clics » sont l\'affaire de quelques secondes alors qu\'avec d\'autres systèmes, le réglage peut prendre jusqu\'à plusieurs minutes.
Par ailleurs, étant donné que le système Romicron ne nécessite ni vis de blocage ni d\'equipement annexe, le processus de réglage et d\'ajustement peut être automatisé par la commande numérique de la machine, et par conséquent sans aucune intervention humaine. Ainsi, la machine équipée par des instruments de mesure, mesure le trou, traite les données et pilote elle même l\'incrémentation de l\'outil. Pour ce, la CNC calcule le nombre d\'incréments nécessaires pour ajuster l\'outil et rester dans les limites de tolérance de l\'alésage. Pour effectuer l\'opération, la machine amène l\'outil Romicron sur une position donnée. Une goupille de verrouillage escamotable à ressort positionnée dans la machine s\'engage dans les différents orifices de l\'outil et répète l\'opération j\'usqu\'à que le réglage final soit atteint. Puis l\'outil poursuit l\'usinage jusqu\'au prochain cycle prévu de mesure ou de réglage programmé.
Conseils pour des finitions en alésage précisLes systèmes d\'alésage Romicron peuvent réaliser des alésages fins avec des tolérances sur le diamètre de quelques microns en respectant les consignes suivantes :
- La surépaisseure pour la finition doit être répartie de façon concentrique et régulière, et ceci dans des limites inférieures ou égales à 0,25 mm.
- L\'avance doit être inférieure ou égale à 0,15 mm par tour en fonction de la matière à usiner et des tolérances d\'etat de surface à obtenir.
- Le rayon de bec de la pointe de l\'outil doit être contrôlé avant de commencer l\'usinage.
- Possibilité d\'obtenir dans des conditions normales des tolérances correspondant à la classe de précision ISO IT6. Pour les gros diamètres, il est également possible d\'atteindre la classe IT5.
- Une bonne mise et maintien en position de la pièce est impératif. Les pièces à parois minces, par exemple, ont tendance à se déformer et doivent par conséquent être correctement serrées.
- Des rallonges spécifiques peuvent s\'avérer nécessaires pour des profondeurs d\'alésages supérieures à 2,5 x D.
- Pour l\'usinage des matérières exotiques un examen minutieux doit être effectué au prélable.
Les règles et recommandations présentent un caractère général.