Le centre d'usinage vertical 5 axes DA300 combine ingénieusement vitesse, précision et flexibilité, pour l'usinage de pièces complexes sur plusieurs axes, avec un encombrement machine extrêmement compact. Inspirée des meilleures caractéristiques de conception issues des centres d'usinage verticaux et horizontaux, le DA300 allie la rigidité structurelle et la précision d'un centre vertical à la productivité et la fiabilité élevées d'un centre horizontal, parfaite synthèse des deux technologies. La machine réduit notablement la durée de cycle sans compromis sur la précision.
Marchés cibles
Le DA300 est conçu pour l'industrie de production de pièces. Les marchés cibles incluent les fabricants de composants industriels, tels que les composants hydrauliques et pneumatiques, les pièces coulées en aluminium, et autres composants similaires. Ce centre d'usinage s'avère idéal pour tous les secteurs produisant des pièces et prototypes de haute précision et géométriquement complexes, par ex. les fabricants et les entreprises de mécanique générale avec diverses industries telles que l'automobile, le secteur médical, la photonique, le secteur des voitures de course et de luxe, l'énergie. Le DA300 peut également répondre à certains besoins de l'aéronautique, en particulier la fabrication de petites pièces structurelles, les composants des satellites et les composants des moteurs tels que les rotors, les turbines et les pâles.
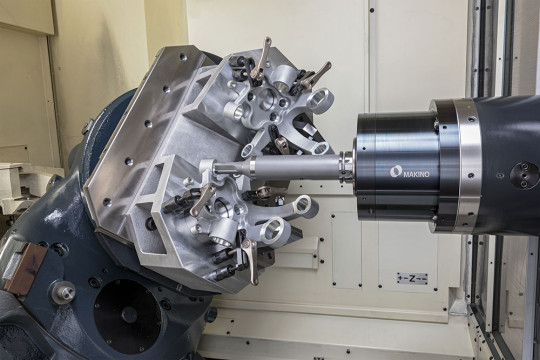
 Vue frontale du centre d'usinage vertical 5 axes MAKINO DA300
Vue frontale du centre d'usinage vertical 5 axes MAKINO DA300Rigidité de la machine
Le DA300 est basé sur la structure en demi-pont, que Makino met toujours en oeuvre sur les centres d'usinage verticaux. Grâce aux moteurs à entraînement direct (Direct Drive DD), conçus pour l'axe A et l'axe C, la machine permet un excellent contrôle dynamique des mouvements et un accès sur cinq côtés pour la production de pièces complexes, avec gain de temps lors de la configuration. En appui des deux côtés, la table est ancrée dans une structure extrêmement rigide, qui confère à la fois rigidité et légèreté à la machine, atouts clés pour une meilleure dynamique, une accélération supérieure et des vitesses maximales sans compromis sur les performances. Les moteurs DD sont garant d'une rotation haute vitesse, même en chargeant la table à son maximum de 250 kg. Par ailleurs, les larges guides à galets de 45 mm et les vis à billes refroidies au coeur, de 40 mm de diamètre, augmentent la stabilité de la machine.
Réduction des temps de coupe et des temps morts
Dans le secteur de la production, le DA300 se distingue par son excellente productivité. Equipé d'une broche HSK-A63 haute dynamique de 20 000 tr/min, la machine permet de réduire les temps de coupe requis pour des opérations rigoureuses de fraisage, perçage et taraudage. Basés sur le fameux centre d'usinage horizontal de la série a1nx, (HMC), un magasin standard de 60 outils allié à un changeur d'outil automatique (ATC) bien rôdé sont propices à des performances fiables, avec un temps de 3,5 secondes de copeaux à copeaux. Le mécanisme de l'obturateur de l'ATC est actionné par un servomoteur, à la fois extrêmement fiable et propice à simplifier la configuration de la machine, avec un temps de changement d'outil plus court. Le DA300 est également doté en série du capteur de bris d'outil Vision (Vision B.T.S). Ce capteur de bris d'outil valide l'état de l'outil de coupe après chaque changement d'outil. Le système Vision B.T.S fonctionne avec un minimum de pièces mobiles et ne nécessite aucun contact physique avec l'outil de coupe, permettant une fiabilité renforcée et sur le long terme, tout en minimisant les risques d'écaillement sur les matériaux des outils délicats, tels que le diamant polycristallin (PCD). Il crée une silhouette de l'outil de coupe et identifie la longueur, la taille et le poids approximatif de l'outil.
Fonctionnalité intelligente
Avec la dernière version du contrôleur Professional 6 (PRO 6) de Makino, le DA300 bénéficie de plusieurs fonctions intelligentes aptes à augmenter la productivité de la machine. Le contrôleur a été conçu pour répondre aux besoins des clients en matière de processus d'usinage de pointe, alliant sécurité accrue, utilisation simplifiée, fiabilité et productivité.
Ces objectifs sont atteints grâce à la réduction du risque de collision, la rationalisation et la simplification du caractère opérationnel, l'intégration en série des fonctions initialement prévues en option et l'amélioration des performances machine. La conception du contrôleur permet une utilisation facile et intuitive, par le biais de menus simples et d'icônes de type smartphone.
Les nouvelles fonctions avancées de contrôle des mouvements Geometric Intelligence (GI) réduisent la durée globale de cycle, tout particulièrement avec les composants de production classiques. Le perçage en mode GI permet à la broche et à l'outil de se déplacer en arc d'un trou à l'autre, au lieu de parcourir un tracé rectangulaire. Il en résulte une réduction notable des temps morts en comparaison avec un gabarit de perçage classique. Par ailleurs, le fraisage en mode GI est conçu pour améliorer les performances en fraisage 2-D. Il permet à l'opérateur de paramétrer une tolérance d'arrondis d'angle, pour chaque parcours de fraisage.
Parmi les autres fonctions intelligentes de la machine, la technologie Commande active de l'inertie (IAC) est conçue pour assurer une accélération supplémentaire des mouvements de la machine en fonction des attributs dynamiques du système. Sur la base des retours d'information provenant des servomoteurs, le module IAC définit l'accélération et la décélération au niveau optimal pour la pièce spécifique.
Fonctionnement amélioré combinant facilité et sécurité d'utilisation inégalées
L'amélioration de la productivité s'accompagne de mesures de sécurité à la pointe de la technique, avec le système Collision Safe Guard (CSG), un dispositif précurseur de protection anti-collision en temps réel, dont la présence est tout particulièrement essentielle pour les applications sur 5 axes. Les statistiques le prouvent : la collision est la cause la plus fréquente de dommage sur la broche. Les facteurs de contribution principaux sont les erreurs de manipulation, les réglages, la mise en place des outils et le serrage - des erreurs survenant toutes directement sur la machine. La protection anti-collision tient compte des conditions réelles autour de la machine pour prévenir toute collision.
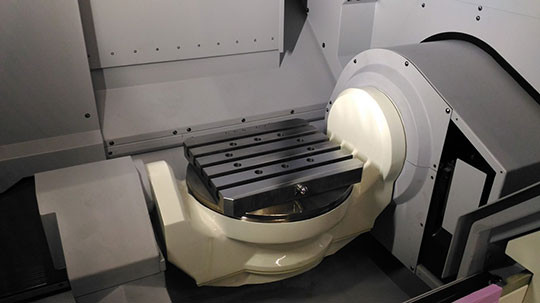
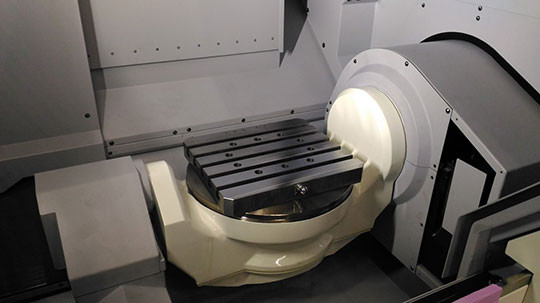 Table 5 axes rigide et dynamique du centre d'usinage vertical 5 axes MAKINO DA300
Table 5 axes rigide et dynamique du centre d'usinage vertical 5 axes MAKINO DA300Excellent système de gestion du réfrigérant et d'évacuation des copeaux
On sous-estime souvent l'importance d'une gestion efficace du réfrigérant sur les centres d'usinage verticaux (VMC), alors qu'il s'agit là d'une nécessité absolue lorsqu'une machine est conçue pour de hauts niveaux de productivité, et génère en conséquence de hauts volumes de copeaux par minute. Contrairement aux configurations de table 5 axes habituelles de type tourillon, disposant de deux trous étroits de chaque côté du tourillon, pour l'évacuation des copeaux, le DA300 est pourvu d'un tourillon largement ouvert et d'un large passage situé sous la table. Les copeaux sont ainsi amenés à tomber directement dans le passage ainsi pratiqué. Le système de gestion du réfrigérant sur le DA300 est exceptionnel. Le réfrigérant s'écoule abondamment par la buse de refroidissement et par le système de nettoyage des carters, éliminant ainsi l'accumulation de copeaux et permettant leur évacuation optimale.
Précision opérationnelle et régulation thermique
Les machines Makino sont réputées pour leur technologie de régulation thermique - le DA300 n'y fait pas exception. Une structure symétrique en termes thermiques, alliée à une évacuation efficace de la chaleur produite par la broche, les structures portantes comme les vis à billes et les moteurs, assurent la stabilité de la machine et la précision d'usinage tout au long des longues heures de travail.
Opérationnel pour l'automatisation
Le DA300 est prêt à être intégré dans des cellules de production automatisées. La table (340 mm sur 300 mm) est dotée de 5 raccords pneumatiques (hydrauliques en option), qui la rendent opérationnelle pour la manipulation de palettes, avec des échanges de pièces rapides et efficaces et une utilisation optimale de la machine. L'accès aisé à la table se fait par le côté pour ne pas interférer avec les opérations à l'avant de la machine, et permettre diverses possibilités d'automatisation, des systèmes standard de serrage à point zéro, à la saisie directe de la pièce avec serrage hydraulique.