Le répertoire
de la machine outil
L’outil affûté pour vos investissements
2000 fiches produits, 9656 actualités, 1176 vidéos
2000 fiches produits, 9656 actualités, 1176 vidéos


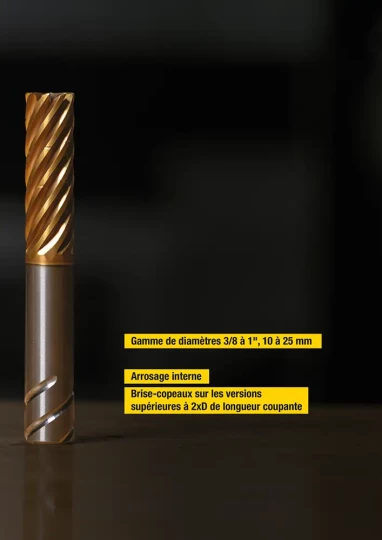
Grâce à une conception unique et ses 8 dents effectives, la gamme HARVI IV autor...
> Lire
Kennametal® a mis à jour sa plateforme de forage indexable Drill Fix avec Drill ...
> Lire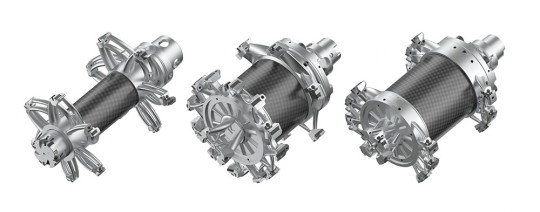
Kennametal présente son outil d'alésage imprimé en 3D de nouvelle génération, de...
> Lire
Lorsque vous travaillez pour les secteurs de l’aéronautique, la défense, le médi...
> Voir
Les fraises carbure monobloc GOmill PRO à 4 goujures de Kennametal sont bien pla...
> Voir
Grâce à une conception unique et ses 8 dents effectives, la gamme HARVI IV autor...
> Lire
Kennametal® a mis à jour sa plateforme de forage indexable Drill Fix avec Drill ...
> Lire
Kennametal présente son outil d'alésage imprimé en 3D de nouvelle génération, de...
> Lire
Lorsque vous travaillez pour les secteurs de l’aéronautique, la défense, le médi...
> Voir
Les fraises carbure monobloc GOmill PRO à 4 goujures de Kennametal sont bien pla...
> Voir










