Le traditionnel ‘forêt hélicoïdal’ existe depuis plus de 150 ans et sa conception générale n'a que très peu évolué pendant cette période. C'est la reconnaissance, si elle était encore nécessaire, de l'invention magistrale que Stephen Morse, mécanicien américain, fit en 1863 au Massachusetts. Mais l'ambition d'améliorer ce qui est déjà parfait existe toujours !
Et si le style et l'utilisation générale d'un foret hélicoïdal standard restent très proches de leurs origines, il existe un besoin permanent de repousser les limites et trouver de nouvelles manières d'améliorer les performances, de prolonger la durée de vie et de réduire les coûts totaux.
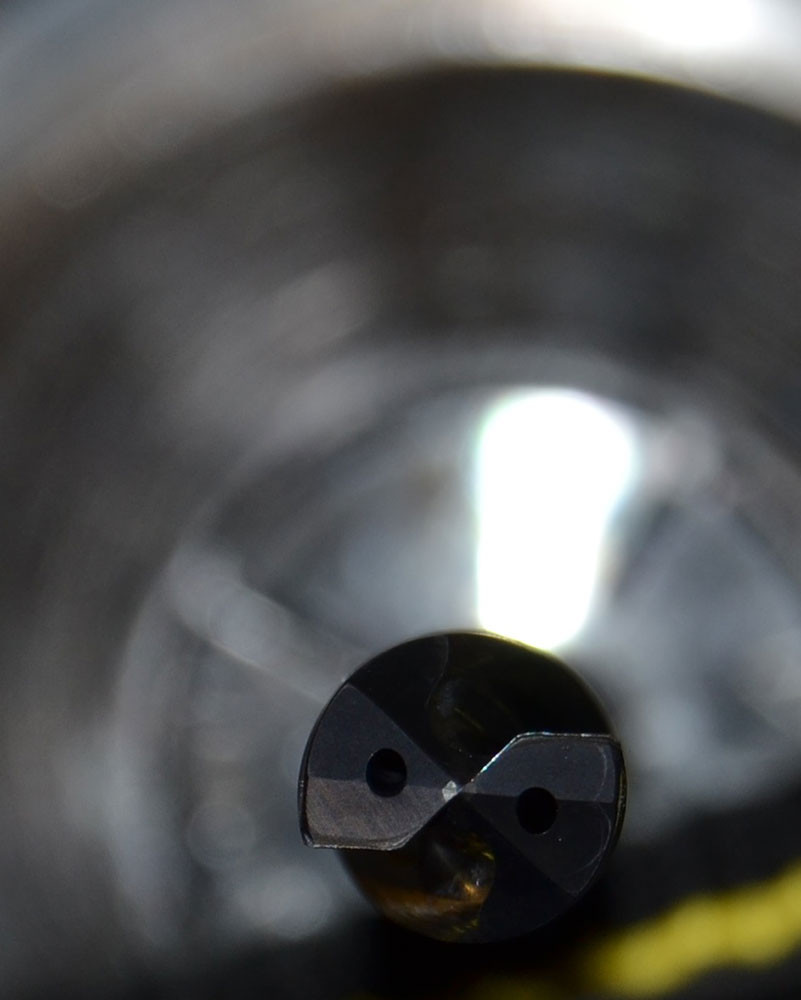
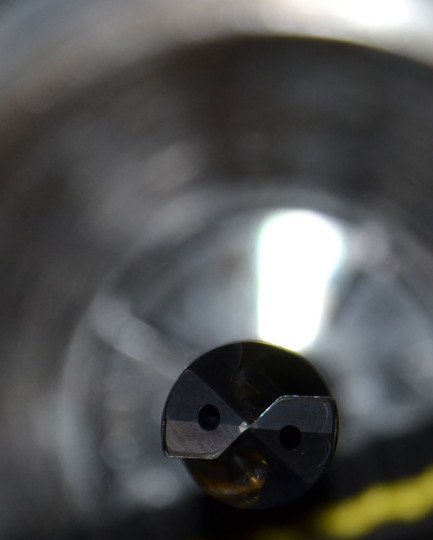 Forme de la pointe du foret R459 après 30 minutes d'usinage dans l'acier inoxydable
Forme de la pointe du foret R459 après 30 minutes d'usinage dans l'acier inoxydable
La philosophie de Dormer Pramet a toujours été de proposer à ses clients des solutions simples et fiables pour leur apporter un soutien efficace et résoudre les défis de leurs processus de fabrication d'une manière efficiente et rentable. Cette éthique a été l'un des éléments clés du développement d'un élément distinctif au niveau de l'extrémité travaillante du foret traditionnel.
La technologie de l'âme mince continue ou CTW (Continuously Thinned Web) est spécifique à la gamme d'outils de perçage rotatif de Dormer Pramet et permet aux clients de bénéficier de divers avantages qui prolongent la durée de vie de l'outil sans pour cela accepter de compromis en termes de performances.
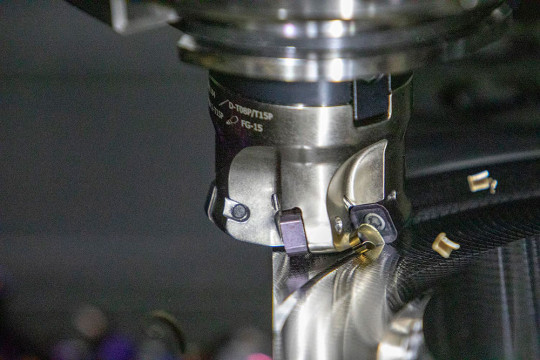
La géométrie CTW est une caractéristique clé du nouveau foret multi-matériaux R459 pour des applications jusqu'à 8xD, fabriqué sous la marque produit Dormer de la société. L'intégration de la géométrie CTW dans la gamme permet de réaffûter plus facilement le foret et lui garantit des performances à long terme plus régulières. Cela permet d'assurer après réaffûtage une restauration du foret aussi proche que possible de ses propriétés d'origine, offrant ainsi une solution économique avec une mise en oeuvre simplifiée.
Traditionnellement, l'amincissement de l'âme est une opération supplémentaire réalisée après l'appointage. La pointe du foret est amincie en réduisant la longueur de l'arête, ce qui diminue l'effort axial nécessaire lors du perçage. La technologie CTW simplifie ce processus de réduction de l'arête puisque la profondeur d'intervention est déjà définie : aucun ajustement n'est nécessaire pendant le réaffûtage, et ce quelle que soit la longueur du foret.
Effort régulier pendant le cycle de perçage
Ricky Payling, spécialiste applicatif pour les outils rotatifs, nous en explique les avantages. «
La technologie CTW augmente le volume de la goujure et la résistance transversale. La combinaison de ces éléments garantit un effort régulier pendant tout le cycle de perçage, avec peu ou pas d'augmentation de la puissance nécessaire à mesure que le foret pénètre de plus en plus profond dans le trou. Ceci permet ensuite d'accroître la vitesse de coupe et d'offrir des performances accrues sans compromettre la durée de vie de l'outil. »
 Ricky Payling est le spécialiste applicatif de Dormer Pramet pour les outils rotatifs
Ricky Payling est le spécialiste applicatif de Dormer Pramet pour les outils rotatifs
Le réaffûtage d'un foret peut être une solution économiquement rentable pour l'utilisateur final qui souhaite prolonger la durée de vie d'un outil de coupe, mais cette opération peut être complexe et doit être réalisée de façon précise pour assurer que le produit atteigne un niveau de performances régulier. Ricky ajoute : «
Après réaffûtage, un foret conserve en général environ 75 ou 80 % de ses qualités et performances d'origine, mais la technologie CTW permet de porter ce niveau à entre 90 et 95 %.
En outre, pour une société de réaffûtage recevant un lot de forets CTW, le temps de réaffûtage est considérablement réduit par comparaison aux forets sans CTW. Ceci permet aux clients de bénéficier de délais de traitement très courts avec une logistique simplifiée et des temps d'arrêt machine minimum. »
L'intégration de la technologie CTW sur un foret permet d'une part de réduire la complexité de l'opération de réaffûtage, mais dans la mesure où la quantité d'amincissement est prévue dès la conception, la symétrie de l'outil est conservée après réaffûtage. Ce qui signifie que le foret ne dégénère pas avec le temps et conserve sa résistance au couple même après des réaffûtages répétés. L'intégration d'une partie de la caractéristique d'amincissement de l'âme dans la forme de la goujure permet d'amincir efficacement le dessin du foret tout au long de sa durée de vie, sans que ce soit l'utilisateur final qui supporte les coûts et difficultés associés à cette opération supplémentaire traditionnellement nécessaire. En outre, l'effort axial restant faible et constant, il en résulte une moindre usure de l'outil, ce qui est également bénéfique en termes d'économies de temps et d'argent pour l'utilisateur final.
Technologie exclusive
La technologie CTW est exclusive à Dormer Pramet et est actuellement utilisée dans ses nouveaux forets R459 pour des applications jusqu'à 8xD, et ceci pour une large gamme de matériaux. Toutefois, la société espère pouvoir étendre rapidement son utilisation à d'autres gammes d'outils de perçage.
Une caractéristique essentielle du R459 est sa souplesse d'emploi pour l'usinage de différents matériaux. Des essais récents menés en interne chez Dormer Pramet et mettant en oeuvre ce nouveau foret sur aluminium, acier trempé et acier inoxydable ont prouvé à quel point la technologie CTW pouvait supporter des conditions et applications très variées.
Lors d'un essai dans l'acier inoxydable 316L, avec des données de coupe Vc 35m/min pour une avance de 0,1mm/tour (1395 t/min @ 140mm/min), le foret R459 a travaillé au contact pendant 30 minutes et n'a présenté qu'un très faible encrassement avec une usure nette et bien régulière sur les bords de coupe.
De même, dans l'aluminium, le foret a été utilisé aux données catalogue Dormer de Vc 285 m/min (11340 t/min) avec une avance de 0,26 mm/tour (2950 mm/min). Après 30 minutes de travail au contact, le foret ne présentait qu'une usure minime des arêtes de coupe avec un faible encrassement.
 Le nouveau foret au carbure 8xD R459 de Dormer Pramet convient à l'usinage de différents matériaux
Le nouveau foret au carbure 8xD R459 de Dormer Pramet convient à l'usinage de différents matériauxEssais comparatifs
Pour le développement du R459 avec CTW, Dormer Pramet a réalisé des séries d'essais comparatifs dans lesquels le foret a continué à bien se comporter par rapport à ses cinq concurrents.
Pour garantir l'égalité de traitement entre les forets, tous étaient soumis à l'essai dans les mêmes conditions. Avec une profondeur de trou réglée à 40mm et un usinage dans l'acier trempé (AMG 1,5), la vitesse était de 80m/min à 5092 t/min pour une avance de 0,09 mm/tour à 458 mm/min.
Sur l'ensemble des forets soumis à l'essai, le foret Dormer et un seul autre foret concurrent ont tenu 30 minutes complètes, forant plus de 340 trous sans aucun problème.
Dans le même laps de temps, un autre foret a lui aussi duré une demi-heure mais avec un mauvais fini de travail et un niveau de bruit élevé, cependant qu'un autre tenait la durée mais seulement pour une capacité de 7xD. Les deux autres forets n'ont tenu que 20 minutes avant de casser.
Sélectionné à partir de l'essai initial, le meilleur concurrent a ensuite été retenu pour comparer la durée de vie de l'outil dans des conditions identiques. Le R459 a tenu 80 minutes supplémentaires, perçant ainsi 900 trous, cependant que le foret concurrent s'avérait très sérieusement usé après le même travail.
Ces essais ont montré que même avec cette propriété d'âme amincie CTW, des perçages profonds peuvent être réalisés avec succès dans différentes applications pratiques. Ces performances régulières, la durée de vie accrue de l'outil, un processus de réaffûtage amélioré et la réduction des coûts finale qui en résulte offrent une solution gagnant-gagnant pour tous.