Un mode de fonctionnement original peut nécessiter le recours à des besoins qui vont au-delà des machines classiques. Il ne reste alors qu’à trouver le constructeur capable de dépasser son catalogue avec, en ligne de mire, l’Industrie du Futur.
Née en 1964, la société
Perrichon, fondée par Jean Perrichon, père de l’actuel dirigeant François Perrichon et de son frère Jacques, a évolué depuis les années quatre-vingt pour passer d’une activité de métallerie exclusivement pour le bâtiment à celui de métallerie industrielle. Elle réalise des ensembles en tôle (épaisseur jusqu’à 10 mm), tube ou profilé principalement inox, en acier, en aluminium, et y associe le bois ou le plastique pour une clientèle exigeante dans les domaines du mobilier de cuisines professionnelles, de la décoration et de l’ameublement, du matériel agroalimentaire, des équipements médicaux, du mobilier technique ou décoratif, mais également de l’industrie. Un grand nombre d’enseignes prestigieuses de carrure internationale font confiance à l’entreprise depuis plusieurs années telles que Disney, Quick, SNCF, Coca-Cola, IBM, Carrefour, Legrand ou encore McDonald’s. Une fois le besoin connu, la société Perrichon assure la conception et la réalisation, une preuve de confiance dans le savoir-faire de l’entreprise.
 Exemple de réalisation de Perrichon, un mobilier de caisse, qui montre les différents savoir-faire de l’entreprise
Exemple de réalisation de Perrichon, un mobilier de caisse, qui montre les différents savoir-faire de l’entreprise
Nous avions déjà croisé la route de la société Perrichon, par exemple, lorsqu’à la fin des années quatre-ving dix, l’entreprise avait acheté une panneauteuse P4-2520 équipée du CUT, option pour la coupe de profils, un équipement peu répandu à cette époque chez les sous-traitants. Cet investissement représentait alors le tiers du chiffre d’affaires annuel de la société, mais il en fallait plus pour effrayer les frères Perrichon qui avaient alors bien compris le potentiel d’une machine automatique encore aujourd’hui associée à tort uniquement aux grandes séries (voir notre dossier Panneauteuse - Nov./Déc. 2015).
Tout au long de leur carrière, les frères Perrichon ont eu le sens de l’anticipation quand il s’agissait d’investir. L’exemple qui nous est donné aujourd’hui en est la confirmation. Si Salvagnini présente depuis plusieurs années différents environnements incluant la découpe avec le repérage de pièces par code-barre (étiquettes ou marquages laser), l’originalité du process en place chez Perrichon posait un problème.
 De gauche à droite devant la machine de découpe laser fibre L3 qui est équipée de la tête de marquage : Philippe Bouvot et Sébastien Talfumier de Salvagnini, François et Jacques Perrichon
De gauche à droite devant la machine de découpe laser fibre L3 qui est équipée de la tête de marquage : Philippe Bouvot et Sébastien Talfumier de Salvagnini, François et Jacques PerrichonTravailler à l’inverse des autres
Perrichon fait figure d’exception quant à sa manière de gérer les finitions des tôles : l’entreprise, qui dispose d’un important stock de matières premières, s’approvisionne exclusivement en matériaux bruts et réalise les travaux esthétiques de finition de la tôle (mat, brillant, états brossés, colorés ou gravure) à la demande du client. Cette opération est effectuée après découpe. Les systèmes de marquage de type jet d’encre, laser ou étiquettes ne résisteraient pas à aux traitements de surface utilisés par l’entreprise. «
La traçabilité est très complexe chez nous car toutes les pièces passent au satinage. Aucun marquage adhésif ou laser n’est donc possible. La majorité des pièces passent ensuite dans des bains d’acide (passivation) pour compléter le traitement » confirme François Perrichon, gérant de l’entreprise. «
Le marquage par micro-percussion me semblait être la solution, à condition qu’il soit automatisé pour évacuer les aléas dus à une intervention manuelle. Le nombre de marquages à réaliser par tôle serait rapidement devenu ingérable sans l’intégration et l’automatisation à notre chaîne de fabrication. »
L’entreprise fait face depuis plusieurs années à la multiplication des références de pièces en raison des nombreux changements demandés par les clients sur les programmes de fabrication. Seul un marquage permet d’identifier, sans risque une pièce fabriquée voici plusieurs années afin de la fabriquer à nouveau.
De plus, François Perrichon voulait une traçabilité des pièces jusqu’au montage et bénéficier des capacités du Datamatrix™ d’intégrer des données comme des liens vers des plans complets pour les différents opérateurs lors du cycle de fabrication. Le nombre d’information d’un Datamatrix est bien supérieur au code-barre et sa surface est réduite, de 10 x 10 mm en standard, ce qui permet de le placer dans des zones restreintes et non visibles. Une étiquette code-barre a une surface minimum de 25 x 50 mm, elle est vulnérable aux salissures et il n’est pas question de peinture, de brossage ou autre : elle est donc éphémère. Si la première utilité de cette solution au niveau de l’atelier visait plutôt les monteurs, il est devenu évident que les plieurs seraient aussi intéressés par la possibilité d’appeler automatiquement le programme de pliage correspondant à la pièce marquée.
Salvagnini était donc confrontée à une demande inédite de la société Perrichon pour industrialiser une solution de marquage insensible aux traitements post-découpe de la tôle, mais maîtrisait déjà le savoir-faire pour la récupération d’information sur ses panneauteuses seules et presses plieuses via une douchette sans fil.
Après concertation avec le client Philippe Bouvot (anciennement Responsable Technico-Commercial chez Salvagnini et aujourd’hui jeune retraité), assura la liaison avec les équipes techniques du constructeur pour étudier une solution adaptée.
La technologie choisie fut le marquage par micro-percussion car elle correspondait parfaitement aux objectifs de lisibilité du marquage après traitements, tout en restant un procédé économique.
 Exemple de pièce découpée au laser et marquée par micropercussion, prête à être pliée avec le lancement automatique du programme de pliage sur la presse plieuse via la lecture du Datamatrix™
Exemple de pièce découpée au laser et marquée par micropercussion, prête à être pliée avec le lancement automatique du programme de pliage sur la presse plieuse via la lecture du Datamatrix™
Dans un second temps, il a fallu décider des informations à intégrer dans le marquage en surveillant la durée de l’opération : plus l’on souhaite placer d’informations, plus la zone de marquage doit être importante et plus le marquage est long. Les premiers essais avec un carré de 30 mm de côté ont rapidement convaincu François Perrichon de limiter les informations à l’essentiel afin de réduire la surface à marquer : les 15 à 20 minutes de marquage pour une cinquantaine de Datamatrix dans une tôle dépassaient le temps de découpe du fait de la rapidité de la machine de découpe laser Salvagnini L3 Fibre. Au final un Datamatrix de 10 x 10 a été retenu. «
Cette solution a été rapidement opérationnelle, car la société Perrichon a mis en place depuis longtemps une chaîne informatique complète, ce qui nous a permis, d’intégrer depuis le dessin de la pièce, les informations à marquer, pour ensuite obtenir celles utiles aux différentes étapes de la transformation de la pièce, jusqu’à son expédition » insiste Philippe Bouvot. L’introduction de l’Industrie du Futur dans le process se fait aisément quand l’entreprise dispose d’une grande maturité numérique.
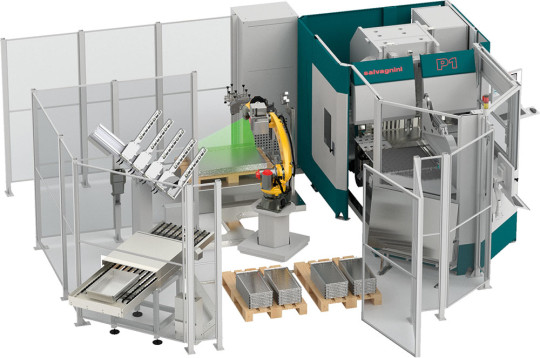
Plusieurs solutions ont été envisagées par les équipes de Salvagnini pour le positionnement de la tête de marquage. Fallait-il la placer dans l’enceinte de la machine avec des risques de déformation potentielle (la tôle n’étant pas jamais en appui complet sur les grilles de découpe) ou la positionner à l’extérieur ? Cette seconde solution fut retenue en installant une tête de marquage avec son pointeau sur un cartésien indépendant placé à l’intérieur du système d’alimentation en matière première.
Autre avantage de la solution développée par Salvagnini, le marquage se fait en temps masqué. La machine laser est donc totalement dédiée aux travaux de découpe et n’a pas besoin de consacrer du temps au marquages des différentes pièces.
Autre impératif exigé par François Perrichon : «
la nécessité de programmer l’opération de marquage dès le Bureau d’Etudes à un emplacement sûr et non visible. Le préparateur découpe n’a donc pas à intervenir sur cet aspect » se félicite François Perrichon. La solution logicielle permet donc de positionner les Datamatrix librement sur les pièces via un calque spécifique, qui est bien sûr lié aux imbrications.
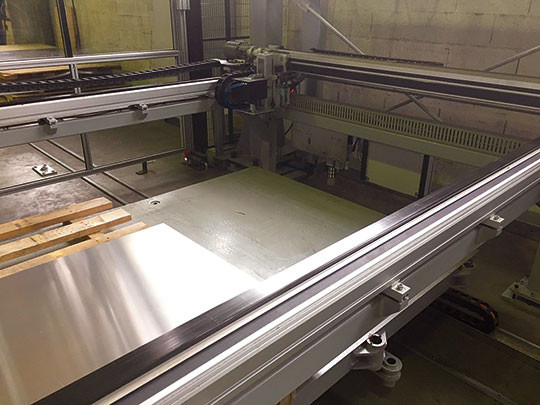
 La tête de marquage est montée sur un cartésien afin de marquer les tôles avant découpe
La tête de marquage est montée sur un cartésien afin de marquer les tôles avant découpe
Cet investissement a été l’occasion de remplacer la machine de découpe laser CO₂ par une machine fibre L3 d’une puissance de 3 kW. Jusqu’ici, une opération classique.
«
Le système de chargement déchargement utilise des peignes à courroies car 70% des tôles découpées par la société sont en inox et cette solution évite les rayures sur les surfaces non vues. De plus, cela permet une parfaite répartition des pièces lors de la dépose, car on retrouve une pile pièces/squelettes identique à l’imbrication » souligne Philippe Bouvot.
L’entreprise a également remplacé une ancienne presse plieuse par deux B3 Hybrides de Salvagnini (220 tonnes x 4,25 mètres), modèles avec système de récupération d’énergie.
«
Pour l’instant, la lecture du Datamatrix permet au plieur d’obtenir automatiquement le programme de pliage adapté, sans risque d’erreur, car il n’y a rien de plus identique que deux pièces en tôle aux dimensions très proches. Et les monteurs visualisent les informations nécessaires à l’assemblage tant mécanique qu’électrique, ce qui leur facilite la tâche car ils n’ont pas une connaissance globale du produit fini. Une prochaine étape concernera la reconnaissance des pièces pour la mise en peinture » conclut François Perrichon.