Cet équipement est particulièrement indiqué pour l'alimentation des lignes à forte productivité où les arrêts de fabrication sont tout particulièrement pénalisants.
Toutes les fonctions sont réunies en un peu plus de 6 m :
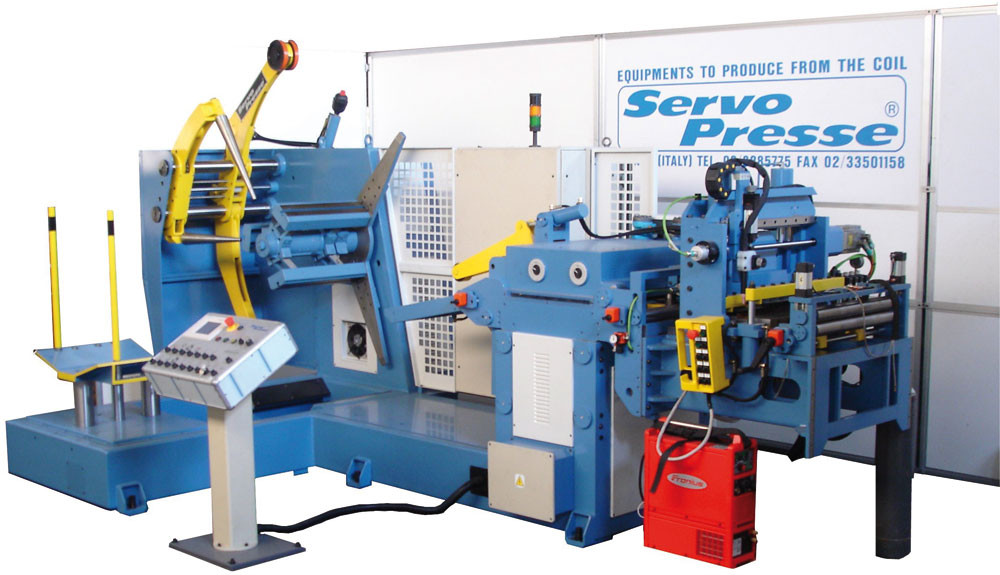
L'installation proposée est en fait composée de 2 parties agencées de manière modulaire. Elles forment de la sorte un ensemble compact destiné a assurer toutes les fonctions d'alimentation en matière premier d'une ligne de production en continu et ce, qu'il s'agisse de découpage-emboutisagge ou de profilage.
La premier partie de l'équipement est constituée d'un groupe de déroulage, redressage et alimentation compact. En fait, le déroulage hydraulique partage le même berceau de structure mécano-soudée que le redresseur/amenage. La deuxième partie est une unité de soudage des bandes.
Le but d'un tel système est de ne pas perdre les pas dans les outils. En effet, au-delà du temps que prend un changement de bobine, l'introduction de la bande dans les outils est dans de nombreux cas un exercice pénalisant pour la production.
Ceci est d'ailleurs d'autant plus vrais que les cadences de production sont élevées, car les temps de changement auront un impact sur le coût global. C'est pour cela que l'amenage de la ligne de déroulage est précédé par un dispositif permettant le raboutage de la fin d'une bobine avec le début de la suivante.
La zone de raccordement devant présenter une grande qualité géométrique, cet équipement est à son tour précédé par une cisaille hydraulique à guillotine. Celle-ci peut être dotée d'une ou deux lames, suivant les besoins et les exigences du client. Ainsi, selon les cas, la coupe d'affranchissement sur chacune des extrémités à raccorder, sera réalisée à la suite l'une de l'autre (cas d'une cisaille simple) ou simultanément (cas d'une cisaille double).
A la suite de cette opération, un accostage des deux bords est réalisé afin de placer la zone de raccordement dans l'axe du chariot de soudage. Le raccordement ne pouvant pas toujours être réalisé au même endroit, le système de soudage est placé sur un chariot mobile dans l'axe de défilement de la bande, laissant une grande latitude pour son positionnement.
Enfin, l'utilisateur dispose d'un choix dans la technologie d'assemblage, et peut opter, selon ses besoins, pour l'équipement de la ligne avec une générateur de type TIG ou préférer un système de soudage au plasma. Pour finir, il faut préciser que l'ensemble du system, du redresseur à l'amenage, dispose d'une latitude de déplacement ascendant de 200 mm, permettant d'adapter la hauteur de bande à l'hauteur d'outil.