Comme à son habitude, Willemin-Macodel se base sur les solutions éprouvées de l’entreprise pour les amener à des niveaux inédits. Le 408MTS reprend donc les améliorations de la série 40, notamment les derniers codes de design de l’entreprise qui offrent un confort d’utilisation maximal couplé aux plus hautes performances.
Un centre d’usinage compact qui en offre plus
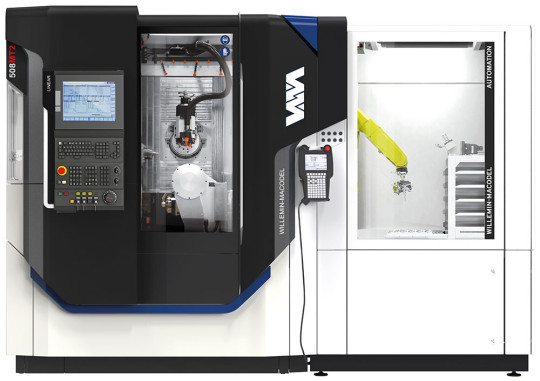
En développant la nouvelle série 40 présentée en 2021, les ingénieurs de l’entreprise avaient déjà fait des prouesses en y intégrant un magasin d’outils dotés de 72 positions, réussissant même à diminuer encore un peu les dimensions de la machine. Ils vont aujourd’hui encore plus loin en intégrant une 2ème motobroche sur un 2ème poste d’usinage ainsi qu’un 2ème magasin d’outils dédié, sans impacter l’emprise au sol de la machine. Les 2 postes d’usinage indépendants offrent une solution hautement productive sur moins de 3 m2. Willemin-Macodel n’a pas fait de concession sur la qualité de fraisage. En première opération, on retrouve la motobroche haute performance 42'000 t/min qui fait la réputation des centres d’usinage des séries 40 et 50. En seconde opération, Willemin-Macodel a intégré une motobroche compacte qui permet l’usinage haute vitesse jusqu’à 45'000 t/min, ce qui offre des performances en fraisage comparable sur les deux postes.
Olivier Haegeli précise : «
Cette série de centres d’usinage a été conçue dès le départ pour être évolutive et nous constatons que les développements et idées de base sont toujours parfaitement compatibles avec les dernières innovations ». Il ajoute : «
Le 408MTS offre en quelque sorte une combinaison parfaite entre la fiabilité des solutions éprouvées et les améliorations offertes par les nouveaux développements ». Et si le 408MTS est compact, l’accessibilité et la visibilité restent excellentes.
 A part le nom, rien ne différencie de l’extérieur le 408MTS du 408MT
A part le nom, rien ne différencie de l’extérieur le 408MTS du 408MTDeux outils dans la matière simultanément
Si le concept de travailler simultanément en opération et en contre-opération est assez commun dans le décolletage, il est déjà beaucoup plus rare en ce qui concerne les centres d’usinage. M. Bloch explique : «
Pour la mise en application de cette idée, nous sommes repartis du besoin et des contraintes techniques et ergonomiques ». M. Haegeli ajoute : «
Il est évident qu’une demande pour une telle machine existe, néanmoins il était également très clair pour nous que si nous voulions développer une machine pour y répondre, nous devions nous baser sur nos solutions existantes et y apporter des évolutions offrant des niveaux de qualité et de performances sans compromis ». Les ingénieurs ont donc eu carte blanche pour développer et industrialiser une solution optimale du point de vue technique, mais en restant intransigeants sur l’ergonomie et les maîtrise des coûts. C’est ainsi que le 408MTS est né et offre la possibilité de répartir les opérations d’usinage entre le premier et le second côté de la pièce, la reprise étant réalisée en temps masqué.
Une attention toute particulière a été portée aux mouvements des différents éléments mobiles de la machine de manière à éviter tout risques de collisions. En termes de programmation, les opérateurs habitués aux centres d’usinage 408MT ou 408B ne seront pas dépaysés : elle conserve sa simplicité.
M. Bloch ajoute : «
Pour optimiser les temps et notamment les opérations en temps masqué, la gamme opératoire doit être pensée en conséquence. Mais que les clients et les opérateurs se rassurent, la programmation en contre-opération est rendue très simple grâce aux fonctions embarquées sur la machine qui guident l’opérateur. Bien sûr, nos spécialistes seront à leurs côtés pour assurer une prise en main rapide et aisée de la machine ».
 C’est une fois à l’intérieur que la différence saute aux yeux avec l’intégration d’une seconde unité 3 axes avec la 2ème motobroche haute vitesse et son magasin d’outils dédié
C’est une fois à l’intérieur que la différence saute aux yeux avec l’intégration d’une seconde unité 3 axes avec la 2ème motobroche haute vitesse et son magasin d’outils dédiéAucun compromis sur les qualités initiales de la série 40
Une autre contrainte auquel ont dû faire face les ingénieurs était celle de ne pas dénaturer le centre d’usinage de base, ni techniquement, ni dans son concept de changement rapide de mise en train et de séries. Les dernières nouveautés de la série 40, notamment les règles absolues à très haute résolution montées sur les axes linéaires, les paliers des motobroches refroidis, la compensation numérique des dilatations de broche (DTS, Dynamic Thermal Stabilization), le serrage de barre adaptatif ou encore l’accessibilité et l’ergonomie optimalisées se retrouvent au cœur du nouveau centre d’usinage 408MTS.
«
Notre objectif est de proposer une machine qui combinent les avantages du centre d’usinage 408MT et repousse les limites de la productivité ».
Résultat ? Diminution des temps de cycles
Le premier coté une fois usiné, la pièce est ensuite serrée dans le système de reprise, basculée de 180° et l’usinage du second coté peut être réalisé. L’unité de fraisage en reprise repose en fait sur une 2ème base 3 axes parfaitement intégrée et dispose de son propre magasin d’outils à 8 positions. Les contrôles outils et contrôles pièces sont intégrés. Comme sur le centre d’usinage 701S, le disque du magasin d’outils est conçu pour être interchangeable rapidement. Monsieur Bloch insiste : «
ceci contribue à la rapidité des changements de mise en train, la flexibilité combinée à l’usinage simultané offrent des avantages importants pour la réalisation de moyennes et grandes séries, tout en conservant ses caractéristiques et ses avantages pour les petites séries ou les prototypes. Notre objectif est de proposer une machine qui combinent les avantages du centre d’usinage 408MT et repousse les limites de la productivité ».
Assurer la précision de la reprise
Si l’usinage en reprise offre l’avantage indéniable de pouvoir travailler deux pièces en simultané, il est indispensable d’assurer un serrage et un positionnement des plus précis possible de la pièce et des outils. Willemin-Macodel a intégré des systèmes de positionnements et de mesures le permettant.
Et les copeaux ?
Le nouveau centre d’usinage 408MTS a été soumis à rude épreuve depuis plusieurs mois de manière à pousser le concept dans ses derniers retranchements. M. Bloch explique : « Nous avons réalisé un nombre importants de tests, avec diverses opérations de fraisage et tournage sur différents matériaux et générant tous types de copeaux, tant en première opération qu’en contre-opération et nous n’avons jamais rencontré de problèmes d’interférences entre les usinages avant et arrière. L’évacuation des copeaux a été pris en compte dès les réflexions initiales». Les deux motobroches de fraisage travaillent chacune sur un poste distincts, l’une à gauche et l’autre dans la partie droite de la machine.
Elle n’interfèrent jamais, ce qui présente de multiples avantages, notamment une excellente évacuation des copeaux, pas de risque de collision entre les deux unités, optimisation des gammes d’usinage, comportement vibratoire optimal, etc.
Nouveaux marchés et retour sur investissement
Pour la typologie de pièces concernées le fabricant assure un retour sur investissement rapide. Pour Willemin-Macodel il s’agit d’un élargissement de la gamme de produit et du marché. Le co-CEO précise sa pensée : « Nous avons identifié beaucoup d’applications dans l’industrie horlogère, la joaillerie et le médical par exemple où il est possible d’augmenter très notablement la productivité ». M. Bloch ajoute : « Bien entendu les clients peuvent compter sur nos services pour déterminer quelle est la meilleure solution Willemin-Macodel correspondant à leurs besoins ».
Et toujours les solutions sur mesure
Le 408MTS est un centre d’usinage très évolué qui peut être complété de périphériques et options, notamment pour le chargement des barres et le déchargement des pièces, la filtration ou le contrôle, en cours de production pour ne citer que quelques exemples. Ces derniers permettent à l’entreprise delémontaine d’assurer la production de pièces complexes à très haute valeur ajoutée avec une flexibilité maximale.