Répondre avec réactivité aux exigences du secteur en matière de prothèses et d'ancillaires n'est pas simple. C'est pourquoi la société Groupe Lépine, spécialiste français du domaine mais aussi des attelles et des tissus et biomatériaux (exportant près de la moitié de ses produits) a décidé depuis plus de vingt ans de sécuriser ses process avec un parc quasi-exclusivement composé de machines Mazak... à l'exemple d'un îlot de production chargé de fabriquer des têtes fémorales destinées aux prothèses de hanche, qui a accueilli à l'été 2021 un centre Integrex J-200S entièrement automatisé.
Pour les amateurs de basketball, la ville d’Orthez (située à une cinquantaine de kilomètres de Pau, dans les Pyrénées-Atlantiques) s’est rendue célèbre avec son équipe qui s’est hissée à de nombreuses reprises en haut du classement de la Pro-A. Mais dans l’industrie, une entreprise peut se targuer elle aussi de figurer en tête d’un classement : celui de la qualité et de la réactivité en matière de production d’éléments de prothèses et d’ancillaires (instruments et outils chirurgicaux). Plus précisément, c’est dans le développement et la fabrication de tiges et de têtes de prothèses de hanche ou d’épaule que l’usine béarnaise de Groupe Lépine – l’une des deux principales du groupe – s’est spécialisée.
Ce site d’environ soixante-quinze salariés (la quasi-totalité travaillant à 100% en production) a intégré le groupe en 2005. Forte d’un savoir-faire dans l’usinage de précision de pièces en inox, chrome-cobalt et céramique, l’usine d’Orthez possède également une forge inox et titane, chose peu commune pour ce type d’ETI, généralement habitué à sous-traiter une partie des étapes de production pour se concentrer sur leur cœur de métier et des savoir-faire à plus forte valeur ajoutée.
Sauf que dans le contexte actuel de crise des matières premières et des problèmes d’approvisionnements en cascade, beaucoup apprécieraient d’être dans le cas de Groupe Lépine dont la réussite repose sur la maîtrise de A à Z du process. «
Nous disposons à Orthez d’une forge et d’un traitement thermique nous permettant d’être beaucoup moins dépendants de sous-traitants et d’être nettement plus réactifs, d’autant que nos clients finaux nous demandent parfois de fabriquer avec une très grande réactivité les prothèses et instruments associés, souligne Nicolas Bruneau, directeur industriel de Groupe Lépine, qui intervient également sur les autres sites du groupe.
De même, en Allemagne, nous possédons une fonderie ».
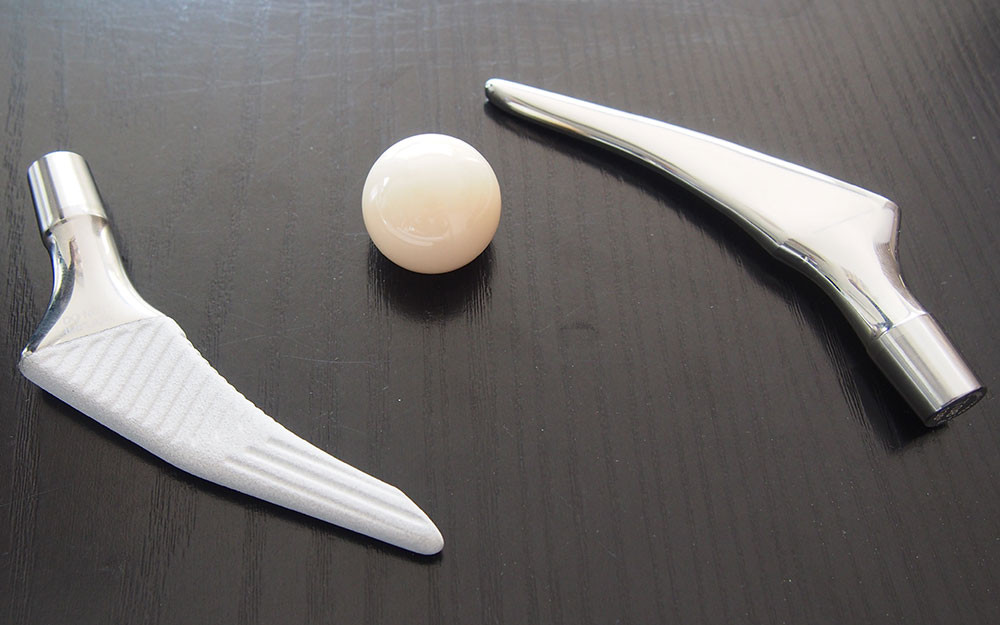
 Tiges et tête céramique
Tiges et tête céramiqueLa nécessité de recourir à des machines fiables et performantes
Mais qui sont ces clients finaux ? Les chirurgiens directement. Ceux-ci font directement appel à la « Maison Lépine », une entreprise familiale qui a vu le jour en 1714 et dont le siège se situe à Genay, près de Lyon. Le groupe, qui comprend aujourd’hui huit sites de production dont les deux principaux se situent en France (à Genay et à Orthez), emploie environ 500 salariés (avec les filiales) et produit chaque année des centaines de milliers d’exemplaires de prothèses (intra et extra corporelles), des orthèses et attelles ainsi que des ancillaires et des instruments pour les secteurs du médical et de la chirurgie. Des secteurs industriels en pleine expansion depuis déjà de nombreuses années, mais dont les exigences règlementaires sont toujours plus drastiques et contraignantes pour la production.
Afin de mieux répondre à une demande croissante en matière de matériels dédiés au médical, en particulier dans le domaine des implants et ancillaires, Groupe Lépine s'est engagé depuis 2019 dans une stratégie d'investissements massifs et réguliers dans l'outil de production. Pour accompagner cette dynamique d'investissements, le groupe a jeté depuis plusieurs années son dévolu sur les machines Mazak. «
Nous disposons de nombreuses machines Mazak » Dans l'usine, l'« allée Mazak » porte bien son nom. «
En 2012, l'entreprise a investi dans son premier centre Integrex J-200 puis 2 autres en 2014 avec une fraiseuse FJV », se souvient Benjamin Amodeo, responsable Méthodes et industrialisation au sein de l'usine d'Orthez.
L'atelier abrite également un centre Integrex j-200S pour des pièces d'instrumentation de la gamme KNEO – des ancillaires pour les implants de genoux – avec un passage en barre de 65 mm et d'une longueur de banc de 1000 mm. Plus loin, trois autres centres Integrex ont pris place dans l'usine dans les années 2010, dans le but de produire des tiges de hanches. Équipées d'un système de contrôle embarqué, ces machines bénéficient d'une application spécifique Mazak d'autocontrôle et de correction automatique en cas de rupture de trajectoire. «
Les Integrex J-200 nous procurent les niveaux de précision dont nous avons besoin, mais aussi le tournage et le fraisage au sein d'une seule et même machine, limitant ainsi le nombre de reprises, souligne Jérémy Lannes, technicien Méthodes.
Ces machines sont très ergonomiques et il est facile de travailler dessus ».
 Devant le centre Mazak Integrex i-250H S, de gauche à droite : Nicolas Bruneau, Benjamin Amodeo, Valérie Denis-Lutard et Jérémy Gornet
Devant le centre Mazak Integrex i-250H S, de gauche à droite : Nicolas Bruneau, Benjamin Amodeo, Valérie Denis-Lutard et Jérémy GornetPlus de 50% de productivité en plus !
Un projet d'envergure portant sur du traitement thermique et le développement de nouveaux produits avait mis en pause le renforcement de la partie usinage. «
Puis il y a trois ans, Groupe Lépine a repris sa politique d'investissement en particulier sur un îlot de production de têtes fémorales, une zone d'usinage autonome déjà équipée de tours Mazak historiquement présents depuis les années 90 », explique Nicolas Bruneau.
Pour ce projet d'îlot autonome, le site d'Orthez avait plusieurs objectifs. Avant tout, sécuriser le process. «
Nos tours, en raison de leur âge, subissaient de plus en plus de pannes et les temps de cycle étaient particulièrement longs par rapport à ce que l'on pouvait obtenir avec des machines d'aujourd'hui, détaille le responsable Méthodes.
Surtout, nous avions la volonté d'automatiser au maximum cette ligne afin de renforcer la productivité du site. Enfin, il était important d'être en mesure d'augmenter nos capacités de production, afin notamment de répondre à des hausses de commandes avec un maximum de réactivité ».
Concernant ce projet de l'unité de fabrication autonome de têtes fémorales, «
la machine et le process sont qualifiés, précise Nicolas Bruneau. Nous souhaitons améliorer en permanence nos process de fabrication comme nous avons pu le faire sur l’industrialisation des têtes afin de se donner les moyens de nos ambitions (à savoir doubler le chiffre d’affaires d’ici 2025) ».
Le choix s'est ainsi porté sur un Mazak Integrex i-250H S, un centre bi-broche équipé d'un banc de 1 000 mm, d'un embarreur et d'un système de convoyage automatique de pièces. Dotée d’un magasin de 74 outils et d’un détecteur de bris d’outils coupants, la machine a pris place dans l’atelier en juillet 2021. Sur la broche, un contrôle est effectué à l’aide d’un palpeur Renishaw afin d'assurer une précision maximale de l'usinage des têtes fémorales ; par ailleurs, une pince de préhension vient prendre la pièce puis l'envoyer dans un ascenseur déposant la tête dans un bac prévu à cet effet. Une multitude d’équipements et la possibilité d’effectuer sur une seule machine du fraisage et du tournage… ce qui explique, outre la stratégie d’usinage adoptée avec le fabricant d’outils coupants, l’important gain de productivité sur cet îlot de production de têtes fémorales, avec une réduction de plus de 50% des temps d’usinage !
«
Tout le process de la machine a été pensé et développé avec le service Applications de Mazak, lequel abrite huit personnes travaillant à Villejust, au siège France du groupe », révèle Jérémy Gornet, ingénieur commercial chez Mazak. Benjamin Amodeo ajoute à ce sujet qu'avec Mazak et plus particulièrement Jérémy Gornet, «
nous avons beaucoup échangé ; ce projet a fait l'objet d'un vrai partenariat entre nous. Mazak a pris le projet à bras le corps ; c'est pourquoi à chaque fois, nous avons confiance à 100% envers leurs équipes. C'est vital dans nos métiers ».
 L’ « allée Mazak », comme on la surnomme ici, dans l'usine Lepine d'Orthez
L’ « allée Mazak », comme on la surnomme ici, dans l'usine Lepine d'Orthez