En dépit d’orages violents et d’une chaleur étouffante, la 50e édition du
SALON DU BOURGET (17 au 26 juin 2013) a connu une effervescence exceptionnelle. De bon augure pour cette industrie, une des rares à afficher une santé sans faille, par ces temps de grisaille économique. Le bilan de deux principaux avionneurs mondiaux, Airbus et Boeing, le prouve. Le constructeur européen n’annonce pas moins de 466 commandes pour une valeur de 68,7 milliards de dollars, tandis que son concurrent américain a enregistré 442 commandes pour un total de 66 milliards de dollars.
Pluie de commandes également pour les constructeurs d’avions régionaux, comme le brésilien Embraer ou son concurrent canadien Bombardier. Quant à ATR, une coentreprise des groupes EADS et Finmeccanica, il compte 173 commandes dont 83 fermes, pour un total de 4,1 milliards de dollars. Un record selon ses responsables, l'équivalent de plus de trois années de production. L'essor du transport aérien en Asie, en Amériques centrale et latine associé au renouvellement des flottes des compagnies traditionnelles, dope l’industrie aéronautique. Un défi considérable pour les constructeurs et leurs partenaires industriels qui devront faire face à un rythme de production infernal pour fabriquer à la pelle des A320 et autres A330. Ou l’A350, le dernier-né de la gamme d’Airbus qui a fait son apparition au salon pour un vol de démonstration. Voir les avions de Boeing, dont la version allongée du 787 Dreamliner, le 787-10, fabriqué pour moitié en matériaux composites et dont la première livraison est prévue pour 2018. Présents au salon, les spécialistes de la fabrication aéronautique rivalisent d’ingéniosité pour s’adapter aux changements technologiques qu’imposent ces nouveaux avions. Le passage au composite pour alléger les avions, pose le problème de sa cohabitation, dans la production s’entend, avec les pièces métalliques, en aluminium, acier, titane, etc. L’assemblage des matériaux dissemblables ou l’usinage des sandwichs métal/composite sont autant de défis pour les industriels.
Dans ces conditions, l’amélioration de la productivité devient une obsession, dans le bon sens du terme, pour les ateliers qui fabriquent des pièces aéronautiques. Faire bon du premier coup devient une obligation pour réduire les coûts. La simulation, avec des outils comme Vericut de
VERICUT ou NCSimul de
HEXAGON Production Software - NCSIMUL permet dans ce cas, de prévenir les erreurs. Ce dernier démontrait au salon, grâce à sa collaboration avec
FANUC FRANCE, que l’on peut usiner sans risque ce que l’on voit sur l’écran de la commande numérique.
La robotisation dope la productivité. Dans le perçage, par exemple, une des opérations les plus fréquentes dans la fabrication aéronautique. Mitis a mis au point avec le fabricant de broches Fischer et le spécialiste des automatismes de production Aleman, un système destiné à un effecteur robotisé de perçage. Il s’agit d’une broche qui met en œuvre le procédé Sineholing qui allie au mouvement conventionnel d’avance et de rotation du foret une oscillation axiale pilotée, d’amplitude et fréquence réglables. Une démarche adoptée par des sociétés comme Airbus, Apex, Dassault, EADS, GKN Aerospace, KHI, Mecachrome, MHI, Premium Aerotech, Seti-Tec, Spie, Spirit Aero... Près de 60% des UPA (Unité de Perçage Automatique) du programme A350 sont équipées de ce système. A la clé, des gains sensibles dans le perçage one-shot - sans débourrage et avec un même outil - des empilements multi-matériaux (tels que titane/carbone/alu, alu/carbone, carbone/titane). La lubrification est réduite et on peut même passer au perçage à sec. Mitis collabore également avec le fabricant d’outils de coupe Tivoly pour la mise au point de solutions adaptées à l’usinage aéronautique.
Seco Tools, Iscar, Kennametal, Sandvik Coromant… tous les fabricants d’outils de coupe rivalisent d’ingéniosité pour fournir des dispositifs adaptés aux usinages de plus en plus durs qu’affrontent les ateliers.
SANDVIK COROMANT montrait au salon une nouvelle fraise en bout spéciale pour l'ébauche de pièces structurelles d'avions en aluminium. Utilisée en combinaison avec une broche puissante, cet outil améliore les débits copeaux dans le fraisage à grande vitesse avec des avances jusqu'à 0,3 mm/dent. Les visiteurs pouvaient également découvrir sur le stand du fabricant suédois, les avantages de ses forets carbure monobloc CoroDrill R846 dans l’usinage des superalliages réfractaires à base Ni ou Co, du titane ou des aciers inoxydables. Pour favoriser la formation des copeaux et la qualité des trous, cet outil possède une géométrie d'arête convexe, une grande dépouille latérale et l'arrosage par l'intérieur. La vitesse de coupe peut gagner jusqu'à 100 % dans les applications aéronautiques complexes, telles que les pièces de turbines.
 Centre d'usinage Ever 7 de Jobs (photo Jobs)
Centre d'usinage Ever 7 de Jobs (photo Jobs)
Les constructeurs de machines-outils étaient évidemment de la fête, avec des solutions qui préservent l’environnement, tout en améliorant la qualité et la productivité. Realmeca,
CRENEAU INDUSTRIEL (LE), WFL, Forest Liné… prouvent les avantages de l’usinage 5 axes simultanés et de machines multifonctions. Pour éviter les dépenses inutiles, Forest Liné, racheté récemment par le groupe Fives, privilégie les vis à billes plutôt que les axes hydrostatiques, de véritables usines à gaz. Les têtes d’usinage s’adaptent aux usinages difficiles, avec l’objectif d’enlever un maximum de copeaux. Dufieux Industrie a développé en collaboration avec Asco un tel système qui usine des pièces complexes en titane. Le constructeur italien Jobs propose le centre d'usinage portique Ever 7. Polyvalente, cette machine peut usiner sur 3/3+2/4/5 axes. Productif, l'équipement a une vitesse d'axes de 40 m/min, possède une tête d'usinage Kosmo et une broche d'usinage qui tourne à une vitesse de 27 000 tr/min. Il assure des usinages d'ébauche, de semi-finition et de finition.
 Centre d'usinage 5 axes Realmeca (photo MS)
Centre d'usinage 5 axes Realmeca (photo MS)
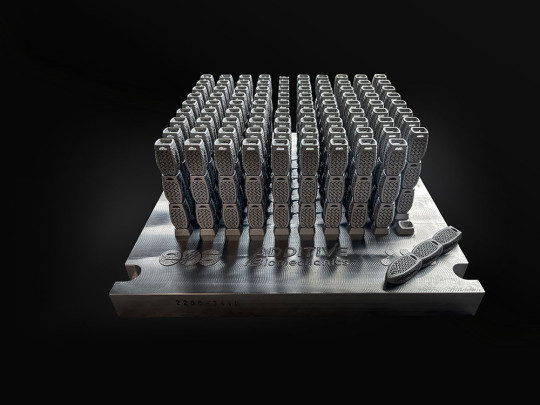
La fabrication additive s’invite elle aussi dans les ateliers aéronautiques et les principaux constructeurs de machines étaient présents au salon du Bourget. Comme Stratasys, qui vient de se renforcer dans l’impression 3D grâce au rachat du fabricant d’imprimantes low cost MakerBot. Ou Arcam, le spécialiste de la fusion métallique par faisceau d’électrons et dont les machines font leurs preuves dans les usines aéronautiques comme celle d’Avio par exemple. Fabrication directe de pièces métalliques très complexes, rajout de fonctionnalités ou réparation localisée de pièces à forte valeur ajoutée… les cas d’utilisation de ces systèmes sont variés. Comme les équipements de fusion laser sélective (SLM) ou les machines de 'cladding' EasyCLAD proposées par Irepa Laser présent au salon.
 Centre d'usinage multifonction Okuma chez Cousso (photo Cousso)
Centre d'usinage multifonction Okuma chez Cousso (photo Cousso)
Les utilisateurs, des grands groupes ou des PME spécialisées dans l’usinage aéronautique, plébiscitent les centres d’usinage 5 axes ou les machines multifonction. Spécialisée dans l’usinage de pièces aéronautiques complexes dans des matériaux durs (acier THR, titane, inconel…) et alliages légers pour l’aéronautique, la société
COUSSO fabrique des petites et moyennes séries d’environ vingt pièces. Dotée de vingt-cinq machines à commande numérique, l’entreprise vise l’usinage polyvalent. Elle a fait appel à l’agence
CODEM à Toulouse qui lui a fourni début 2012 une machine multifonction, un centre de tournage
OKUMA Multus B400. «
Beaucoup de pièces, auparavant réalisées sur des tours et des fraiseuses, sont maintenant usinées sur une seule machine, le tour multifonction Multus en 5 axes », explique Daniel Cousso, pdg de l’entreprise. «
Avant, il fallait deux mois de cycle pour l’usinage d’une certaine pièce complexe. Maintenant, tout est fait sur la même machine et, en une semaine, la série est terminée. Tous les encours de production sont diminués, on gagne en temps de réglage, en outillage, en qualité et en compétitivité. »
La société, dont l’ambition est de se positionner comme fournisseur de rang 1 des grands donneurs d’ordres, poursuivra ses investissements. Près de 10 millions d’euros d’investissements sont prévus dans la période 2013-2016 pour améliorer la compétitivité. Au niveau foncier, la limite capacitaire étant atteinte, l'entreprise va procéder à l’extension de l’atelier -plus de 2400 m2 et 1000 m2 en sous-sol- et rapatrier le magasin matière qui avait été délocalisé. De nombreux investissements sont prévus, notamment dans de nouvelles machines pour l’usinage 5 axes simultanés et une ligne FMS – système de fabrication flexible - avec un robot Fastems. Les centres d’usinage Okuma sont déjà prédisposés pour recevoir ce robot afin d’augmenter la productivité et abaisser les coûts...