Les fournisseurs de moyens de contrôle-mesure font feu de tout bois pour s’adapter aux nouveaux défis industriels. Contrôler la fabrication additive pour produire des pièces et des ensembles extrêmement complexes, prendre le virage Industrie 4.0 pour numériser et rendre les usines intelligentes, assurer la qualité d’une production personnalisée en grande série… le pain ne manque pas sur leur planche.
Rendez-vous incontournable pour les aficionados de la mesure, le salon Control 2018 a réuni du 23 au 27 avril dans les halls du parc d’exposition de Stuttgart (Allemagne) quelques 883 exposants venus de 31 pays. La principale manifestation mondiale du contrôle-mesure a attiré près de 30 000 visiteurs originaires de 98 pays qui sont venus dans la capitale du Bade-Wurtemberg pour trouver réponse à leurs défis technologiques. Accélération des opérations de mesure, amélioration de la précision et de la fiabilité des solutions de contrôle, polyvalence des équipements… les innovations n’ont pas manqué de surprendre les spécialistes qui ont arpenté les allées de l’exposition. Les machines à mesures tridimensionnelles (MMT) connaissent une nouvelle jeunesse avec l’ajout de nouveaux capteurs, tactiles et non tactiles, ce qui étende leurs domaines habituels de contrôle. Une évolution favorisée par la démocratisation de la tomographie industrielle dont les atouts étaient mis en évidence au salon allemand par les principaux acteurs du domaine. La combinaison de deux solutions, MMT et tomographie assistée par ordinateur (CT), améliore sensiblement le contrôle et l’analyse des pièces fabriquées par de nouvelles méthodes, comme la fabrication additive. Véritable mini-exposition, le stand de Zeiss illustrait à merveille cette démarche innovante avec des moyens métrologiques et microscopiques qui permettent d’assurer le contrôle avant et après l’impression 3D des pièces. «
Essentielle pour la réussite de la fabrication, le contrôle approfondi de la poudre garantira le respect des spécifications concernant la taille, la forme et les propriétés du matériau de pièces », explique Claus Hermannstädter, responsable du développement de la stratégie et du business chez Zeiss Industrial Metrology. Des opérations assurées avant la fabrication avec les microscopes optiques et électroniques de dernière génération et surtout, grâce aux techniques corrélatives développées par Zeiss pour s’affranchir des différences entre ces deux moyens de contrôle. Scanners 3D et tomographiques, microscopes à rayons X à haute résolution, MMT… le constructeur allemand possède également un large éventail de moyens pour détecter les défauts éventuels des pièces après leur fabrication par impression 3D. Des équipements tomographiques comme le Metrotom de Zeiss pénètrent à l’intérieur de ces pièces hautement complexes sorties des machines de fabrication additive pour contrôler leur structure et identifier les défauts ou les erreurs dimensionnelles. La comparaison des données de mesure acquises pendant les différentes étapes de fabrication additive indiquent si le processus de production (y compris les post-traitements) affecte ou non les caractéristiques dimensionnelles de la pièce finie. Ce qui permet d’améliorer le processus dans son ensemble.
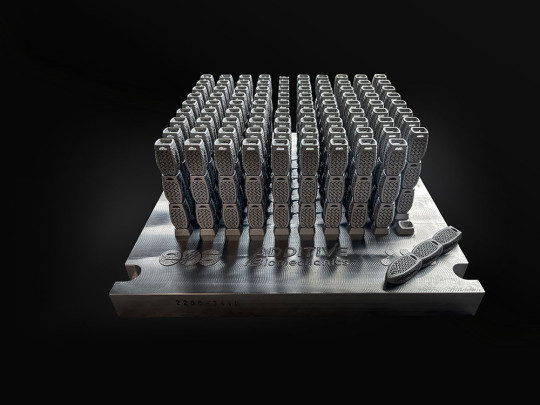
 Sintavia vérifie la structure des pièces réalisées en fabrication additive métallique au moyen d'une machine de tomographie assistée par ordinateur
Sintavia vérifie la structure des pièces réalisées en fabrication additive métallique au moyen d'une machine de tomographie assistée par ordinateur
«
La micro-tomographie industrielle est irremplaçable pour analyser les pièces produites par impression 3D », renchérit Renaat van Cauter, directeur marketing et communications de Nikon. Le spécialiste prend comme exemple Sintavia, une société de service américaine qui possède huit machines de fabrication additive métallique mettant en œuvre des procédés différents, mais aussi des équipements de post-traitement, des laboratoires de test mécanique et des outils d’assurance qualité. «
Nos pièces fabriquées en Inconel 718 et 625, en aluminium, en titane, en cobalt-chrome, en acier inoxydable, etc., n’étaient contrôlées qu’avec des moyens de mesure qui passait au crible leur extérieur », explique Brian Neff, pdg de Sintavia. «
Rapidement, il est devenu évident pour nous que ces mesures n’étaient pas suffisantes pour répondre à des cahiers de charges complexes : il fallait aussi savoir si la construction intérieure de la pièce correspondait aux objectifs. Nous avons donc décidé d’acquérir la machine micro-CT de Nikon. » Rapide et fiable, cet équipement offre des analyses de l’intérieur de la pièce, contribue à l’accélération du processus de production des prototypes, assure le contrôlé complet des pièces, réduit les coûts grâce au contrôle non destructif… La géométrie et les tolérances demandées sont assurées grâce à la comparaison avec le modèle CAO de la pièce. «
Les exigences sont très sévères dans l’aéronautique par exemple, et le processus de contrôle qualité doit être extrêmement fiable et constant », remarque le spécialiste de Sintavia. «
Il est essentiel de savoir si la pièce présente des inclusions et vides, de connaître leurs dimensions et leur nombre. Quand on a affaire à des processus industriels conventionnels, quelques radiographies réalisées sur des angles différents suffisent. En revanche, les spécificités de la fabrication additive nous obligent à inspecter la totalité de la pièce, particulièrement dans le cas de la fabrication aéronautique dont les tolérances sont strictes. » L’analyse tomographique est ici indispensable car elle met à la disposition des responsables qualité une image 3D complète et facile à analyser de l’intérieur de la pièce. C’est ainsi que l’on pourra déterminer si des résidus de poudre ne bloquent pas les canaux, détecter la porosité et la contamination, voire les ruptures, mesurer les différences par rapport au modèle CAO (analyses dimensionnelles, mesures de l’épaisseur des parois, les déformations).
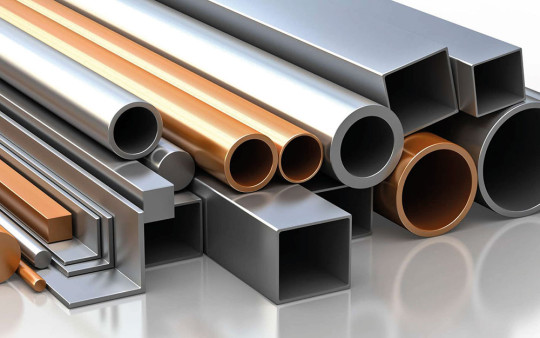
 Le contrôle extérieur des pièces complexes réalisées par fabrication additive peut être assuré avec différents moyens de mesure. Ici la machine à mesurer tridimensionnelle Duramax de Zeiss contrôle une pièce en aluminium (Source MS)
Le contrôle extérieur des pièces complexes réalisées par fabrication additive peut être assuré avec différents moyens de mesure. Ici la machine à mesurer tridimensionnelle Duramax de Zeiss contrôle une pièce en aluminium (Source MS)
Nikon propose par ailleurs, des moyens combinés pour mieux contrôler les implants médicaux fabriqués par impression 3D. MMT multi-capteurs, scanner laser et système micro-CT font ainsi leurs preuves chez certains clients de la société japonaise pour contrôler par exemple, les implants crâniens fabriqués par impression 3D. Chacun de ces moyens se charge d’un contrôle adapté : la MMT (doté de différents capteurs et d’un scanner laser) est utilisée pour inspecter les surfaces et les trous pour l’insertion des vis de l’implant et le système tomographique XT H 225 CT garantit la qualité de la structure interne et la précision géométrique entre le modèle CAO et l’implant fabriqué.
D’autres constructeurs dévoilaient à Control 2018 leurs derniers développements dans le domaine de la tomographie industrielle. Comme VisiConsult, une société d’ingénierie spécialisée dans les systèmes et les solutions à rayons X, qui proposait une installation robotisée, la XRHRobotStar, destinée au contrôle en ligne adaptée à la production en grande série. «
Elle fait ses preuves dans le contrôle à 100% de fabrications automobiles », précise Philippe Meynard, responsable de ventes chez VisiConsult.
Premier à avoir mis sur le marché en 2005 sa TomoScope, une MMT qui intégrait un système CT, Werth Messtechnik s’inscrit dans la même démarche. Sa solution peut contrôler de A à Z une pièce, aussi complexe soit-elle. Rien ne serait cependant possible sans les progrès extraordinaires accomplis par les logiciels de mesure qui accompagnent toutes ces solutions. Le logiciel PiWeb de Zeiss qui s’intègre dans l’offre Industrie 4.0 du constructeur, est une solution sur le cloud pour visualiser, évaluer et analyser les données de mesure. Simple, économique et fiable, cet outil numérique de stockage de données s’adresse aussi bien aux métrologistes qu’aux responsables de services qualité et de la production des entreprises petites ou grandes. Une moyen efficace pour réduire les coûts informatiques, car la capacité de stockage peut être rapidement adaptée aux besoins sur le cloud. L’accès peut être configuré en ligne suivant les dispositions des utilisateurs et cette approche autorise, si besoin, l’échange des données de mesure entre différentes entreprises…