Le répertoire
de la machine outil
L’outil affûté pour vos investissements
2000 fiches produits, 9658 actualités, 1179 vidéos
2000 fiches produits, 9658 actualités, 1179 vidéos


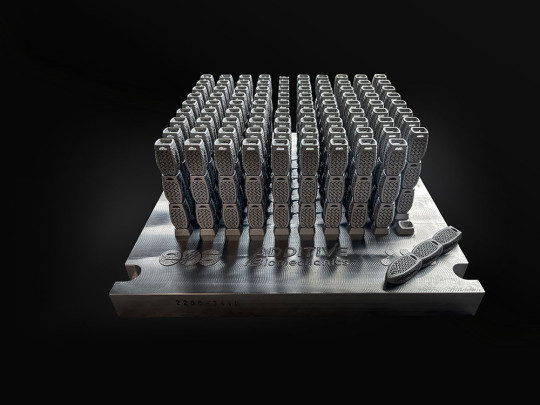
En quête de productivité, les constructeurs de machines de fusion laser sur lit ...
> Lire
Renchérissement du coût de matières premières, pénurie de composants, recrutemen...
> Lire
Confrontés depuis toujours à des impératifs de productivité, de qualité, de coût...
> Lire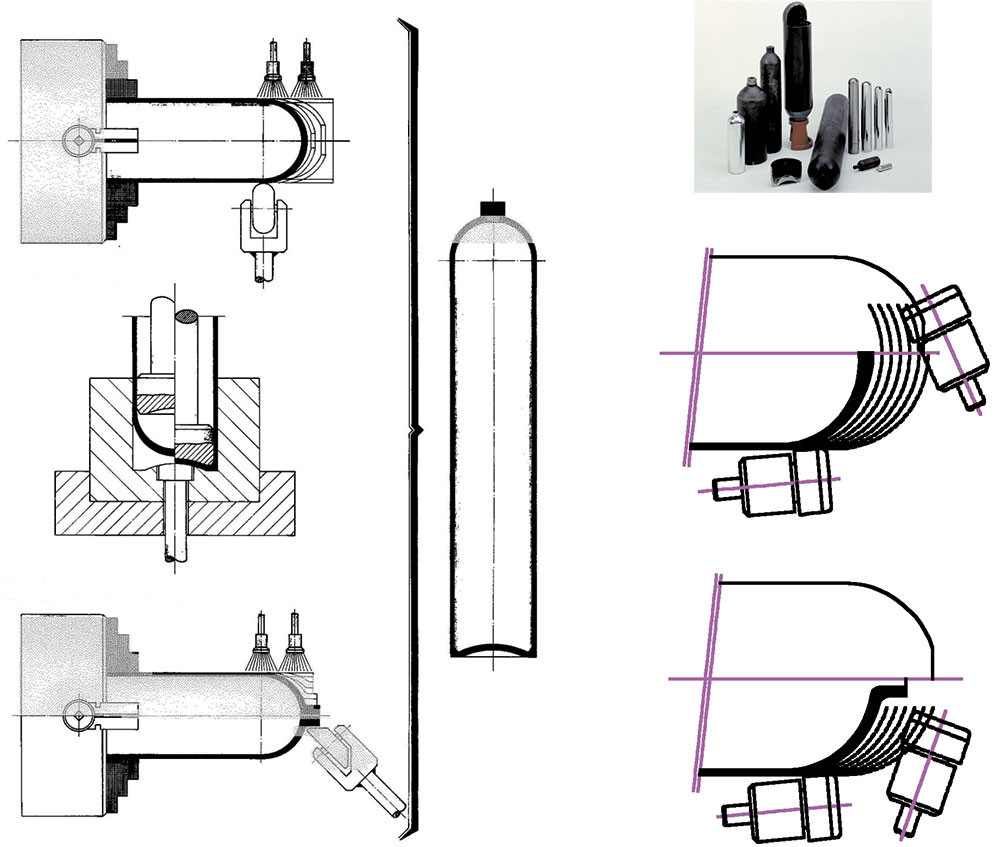

En quête de productivité, les constructeurs de machines de fusion laser sur lit ...
> Lire
Renchérissement du coût de matières premières, pénurie de composants, recrutemen...
> Lire
Confrontés depuis toujours à des impératifs de productivité, de qualité, de coût...
> Lire