Pionnier et numéro un mondial de cette technique Leico a racheté voici une dizaine d'années le constructeur américain Auto Spin et plus récemment l'activité
fluotournage de son compatriote Bö-Ko. Créée à Ahlen en Westphalie au départ pour des activités de tonnellerie voici plus d'un siècle, Leico a construit ses premiers tours à repousser en 1945. Avec 200 personnes, elle réalise actuellement un CA d'environ 200 MF et construit une cinquantaine de machines par an et des lignes de fabrication complètes notamment pour des pièces d'automobile.
Directeur de Leico France et bon connaisseur du marché, Hartmut Büttgen estime que «
le parc français des machines de repoussage à CNC ou pilotées par ordinateur ne dépasse pas la soixantaine de machines dont 32 tours Leico "play-back" à CNC ». Le constructeur allemand propose une gamme de tours PNC "play back" complétée par des machines de fluotournage notamment dédiées à la fabrication des poulies et des pièces de boîtes de vitesse pour l'automobile appelées "centres de fluotournage" FFC. Ces machines sont installées en France notamment chez un équipementier automobile spécialisé dans la fabrication des poulies qui dispose de 25 machines
Leico dont la moitié à CNC.
A l'EMO, Leico a présenté un tour PNC 109 de construction "monobloc" qui regroupe sur une embase centrale le tour proprement dit et tous ses organes annexes dont l'unité hydraulique, les armoires électriques et la CNC et il n'est plus nécessaire de prévoir des fondations spéciales. Le PNC 109 admet des flans de 1050 mm de diamètre avec une distance d'entrepointes de 1500 mm. La puissance du moteur de broche de 30 kW et l'unité hydraulique de 15 kW permettent de repousser des flans de 8 mm d'aluminium, de 6 mm d'acier et de 5 mm d'inox. Cette conception "monobloc" concerne les six premières machines de la gamme PNC qui admet des flans de 700 mm de diamètre (PNC 106) jusqu'à 1200 mm (PNC 111) La gamme est complétée par trois autres machines de plus grande capacité jusqu'à 5000 mm et les épaisseurs de flans vont ainsi de 1 à 10 mm pour l'inox, de 2 à 15 mm pour l'acier et de 3 à 20 mm pour l'aluminium.
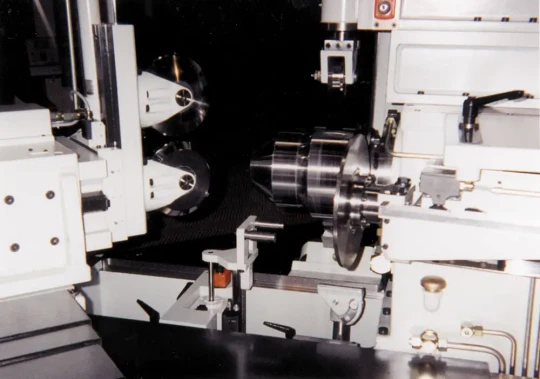 Le tour à repousser PNC 109 de Leico regroupe sur une embase de surface au sol réduite le tour et ses organes annexes comme le groupe hydraulique et les armoires électriques. (Photo LEICO)
Le tour à repousser PNC 109 de Leico regroupe sur une embase de surface au sol réduite le tour et ses organes annexes comme le groupe hydraulique et les armoires électriques. (Photo LEICO)
Le PNC 109 est vendue 2,5 MF et la véritable nouveauté est la présentation du PNC 106, machine "d'entrée de gamme" (de capacité 700 mm avec un moteur de broche de 11 kW et une unité hydraulique de 7,5 kW) proposé au prix de 1,2 MF qui permet aux petits ateliers de repoussage d'accèder aux machines à CNC.
Comme pour la plupart des tours de repoussage, la gamme PNC est proposée avec plusieurs équipements et accessoires complémentaires : centreur de flan, couteau de rognage, une ou deux unités d'usinage, une unité de lubrification par projection, un porte-molette flottant pour certaines pièces en aluminium minces comme les réflecteurs… Enfin, ils peuvent être desservis par des systèmes de chargement-déchargement des pièces.
Le constructeur allemand poursuit ses R&D pour automatiser ses procédés. «
Voici quelques années, nous avons présenté le système flexible de repousssage Leico 2000 en 5 axes pour piloter non seulement les déplacements classiques du chariot porte-molettes mais aussi son positionnement angulaire et tous ses réglages pris en compte simultanément par la CNC » rappelle M. Büttgen. Ce système flexible pour la fabrication de prototypes variés et de séries de pièces diversifiées est installé dans une demi-douzaine d'entreprises d'Allemagne et d'Autriche.
Accès aux autres parties :
Les techniques de repoussage et de fluotournage : introduction - partie 1
Les techniques de repoussage et de fluotournage : CNC et modélisation - partie 2
Les techniques de repoussage et de fluotournage : explication des procédés - partie 3
Les techniques de repoussage et de fluotournage : commande par apprentissage ou adaptative - partie 4
Les techniques de repoussage et de fluotournage : des bouteilles de gaz à partir de tubes - partie 5
Les techniques de repoussage et de fluotournage : des machines à border et à détourer, à façonner - partie 6
Les techniques de repoussage et de fluotournage : M&M - partie 8