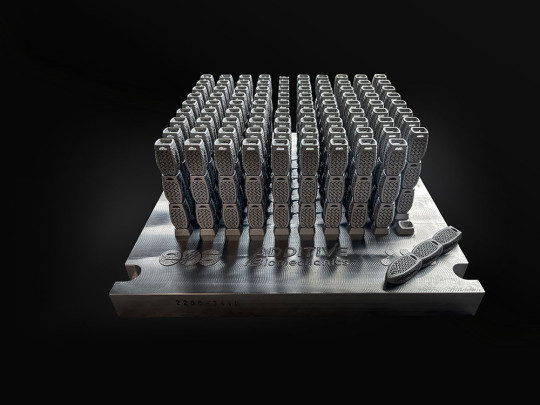
Exemples de pièces réalisées sur un tour à repousser. (Image Genthial)
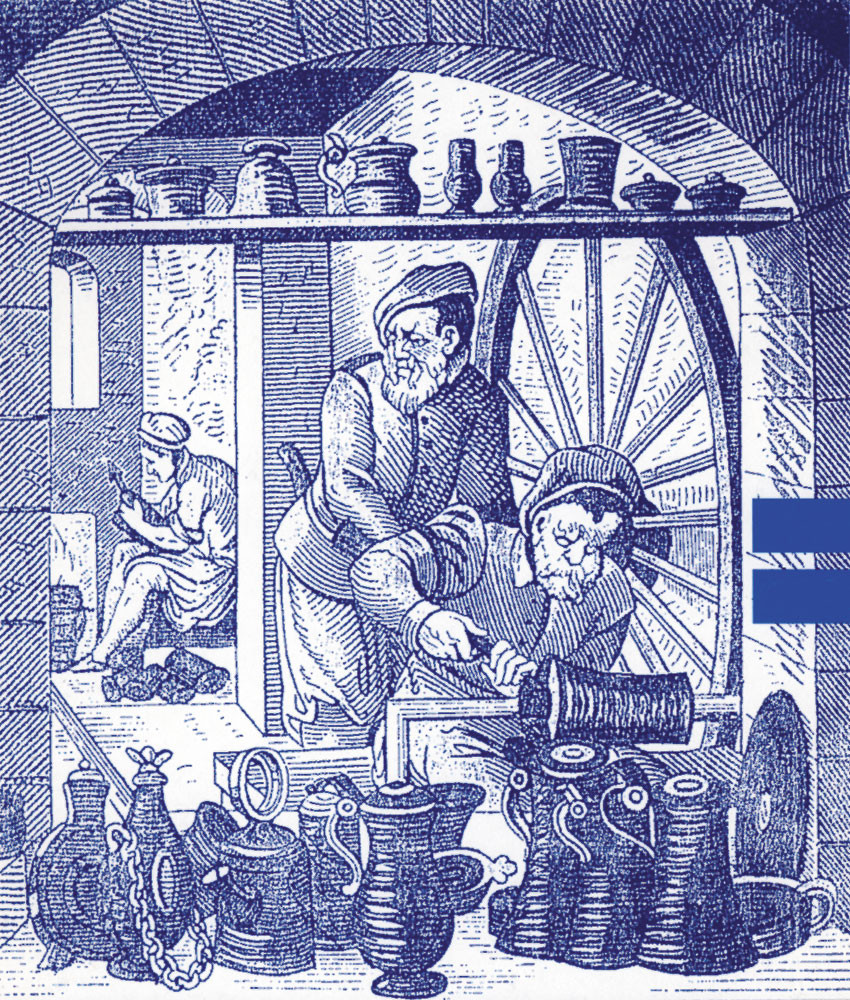
Exemples de pièces réalisées sur un tour à repousser. (Image Genthial)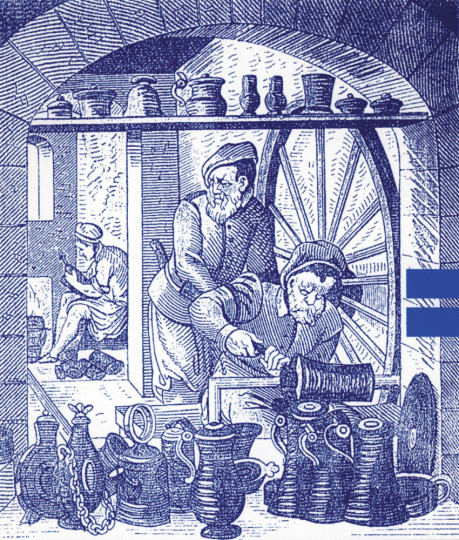 Technique ancestrale, le repoussage est connu au 16ème siècle pour confectionner des vases et des pichets. (Image Desbordes)
Technique ancestrale, le repoussage est connu au 16ème siècle pour confectionner des vases et des pichets. (Image Desbordes)
Effectué sur un tour, le repoussage consiste à déformer progressivement un flan de tôle généralement circulaire, de quelques dixièmes à quelques dizaines de millimètres d'épaisseur, pour lui faire épouser la forme d'un mandrin sous la pression d'une molette en plusieurs passes. La mise au point des tours à repousser automatisés été longue et difficile : les premières machines à commande numérique sont expérimentées dès 1968 par le constructeur allemand
Leifeld (devenu Leico) mais il faut attendre le début des années 1980 pour la mise au point des commandes par apprentissage ou "play-back" qui se sont généralisées chez tous les constructeurs de machines.
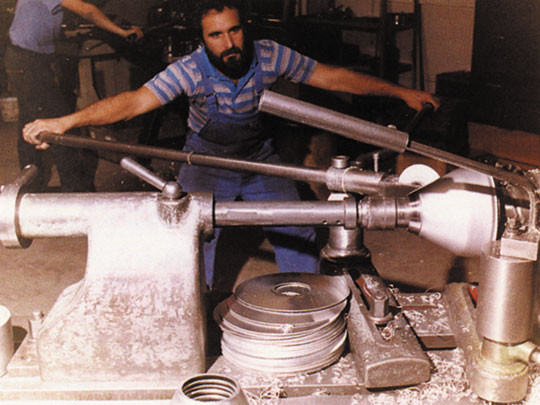
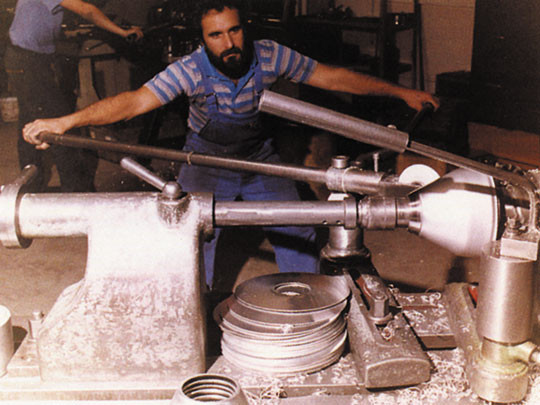 Les tours à repousser manuels utilisent ensuite des outils molettes manoeuvrés par de grands leviers articulés pour augmenter l'effort manuel exercé par l'opérateur. (Image Desbordes)
Les tours à repousser manuels utilisent ensuite des outils molettes manoeuvrés par de grands leviers articulés pour augmenter l'effort manuel exercé par l'opérateur. (Image Desbordes)
Jusqu'alors le repoussage était resté une opération "traditionnelle" confiée à d'habiles tourneurs avec des outils à main de formes diverses (brunissoirs, cuillères, lissoirs, crochets, pinces à border…) hérités des tours à repousser employés dès le Moyen-Age pour fabriquer des pots en étain. Les tours à chariot mécanique avec des outils-molettes apparaissent dans les années 1930 suivis des machines à assistance hydraulique au milieu des années 1950 puis des tours à copier à gabarit vers 1960 avant la mise au point des commandes numériques à apprentissage.
Restée longtemps manuelle donc difficilement reproductible voire un peu "mystérieuse", cette technique de formage excluait les séries importantes ce qui en a limité les développements industriels.
Située entre le martelage en chaudronnerie pour des pièces unitaires et l'emboutissage qui vise les grandes séries, elle permet d'obtenir des pièces creuses à symétrie axiale essentiellement en aluminium. Ce métal présente une bonne aptitude au repoussage tout comme le cuivre, mais l'acier et l'inox sont aussi employés. L'écrouissage du métal sous la pression de la molette améliore la résistance mécanique des pièces qu'on peut alors concevoir plus fines et plus légères, préoccupation des concepteurs de bureaux d'études notamment dans l'automobile et l'aéronautique : le célèbre "nez" du Concorde est formé par repoussage. L'autre intérêt du procédé est la simplification des outillages : le coût du mandrin de forme obtenu par tournage dépasse rarement les quelques milliers de francs contrairement aux matrices d'emboutissage en deux parties qui doivent être usinées dans la masse.
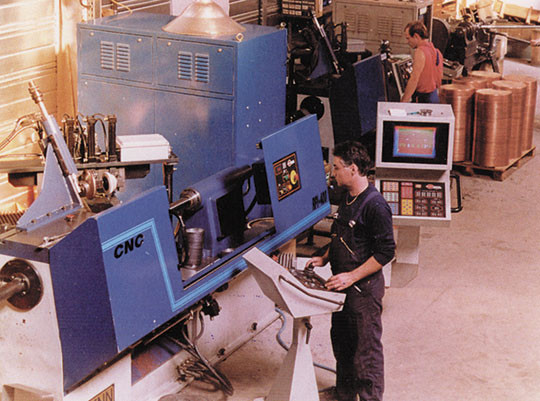
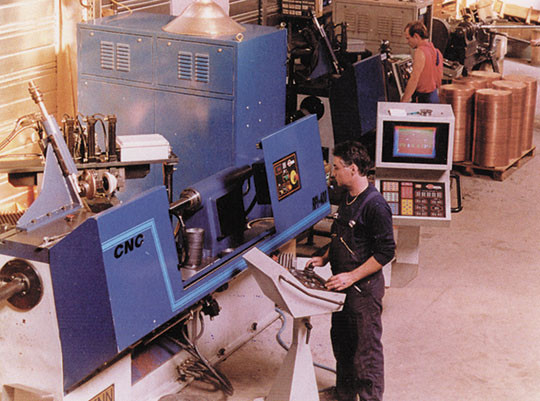 Après les tours à assistance hydraulique, sont apparus ceux à commande par apprentissage. Chez Desbordes, un tour Denn que l'opérateur programme à l'aide d'un "joystick" sur le pupitre de commande de la CNC. (Image Desbordes)
Après les tours à assistance hydraulique, sont apparus ceux à commande par apprentissage. Chez Desbordes, un tour Denn que l'opérateur programme à l'aide d'un "joystick" sur le pupitre de commande de la CNC. (Image Desbordes)
Enfin comme le rappelait Gilbert Desbordes, président du syndicat des entreprises de repoussage (et par ailleurs dirigeant des
Ets Desbordes à Orly) lors d'une récente conférence au Cetim : «
si le repoussage s'avère toujours compétitif pour les petites séries quel que soit le type de machine utilisée, il l'est devenu également pour les moyennes et grandes séries depuis l'apparition de la commande numérique par apprentissage ».
Accès aux autres parties :
Les techniques de repoussage et de fluotournage : CNC et modélisation - partie 2
Les techniques de repoussage et de fluotournage : explication des procédés - partie 3
Les techniques de repoussage et de fluotournage : commande par apprentissage ou adaptative - partie 4
Les techniques de repoussage et de fluotournage : des bouteilles de gaz à partir de tubes - partie 5
Les techniques de repoussage et de fluotournage : des machines à border et à détourer, à façonner - partie 6
Les techniques de repoussage et de fluotournage : Leifled - Leico - partie 7
Les techniques de repoussage et de fluotournage : M&M - partie 8