LASYS 2014 : le soudage au laser de métaux est économique grâce à une technique intelligente de serrage – micro-usinage possible pour des largeurs de cordons de soudage inférieures à 100 µm.
L'assemblage de métaux grâce à la technique laser s'impose de plus en plus dans de nombreux domaines, que ce soit le micro- ou le macro-usinage. La question que doivent se poser de nombreuses entreprises de fabrication est celle de la rentabilité pour de petits volumes. En effet, la tendance à l'augmentation de la diversité des variantes et aux produits personnalisés s'impose de plus en plus. Les visiteurs trouveront des réponses à cette question au salon LASYS 2014, le salon professionnel international pour l'usinage des matériaux par laser. Quelque 200 exposants attendus du 24 au 26 juin au parc des expositions de Stuttgart présenteront leurs dernières innovations en matière de systèmes et solutions laser et installations laser et mettront leur vaste savoir-faire à disposition. LASYS 2014 présente la gamme totale d'applications du laser dans l'usinage des matériaux telles que découpage, soudage, marquage, durcissement, revêtement, structuration, réglage ainsi que de nouveaux domaines d'utilisation. Les machines, procédés et services laser sont au cœur du LASYS, tous secteurs et tous matériaux confondus, ce qui en fait une plateforme d'information et de présentation unique dans le monde.
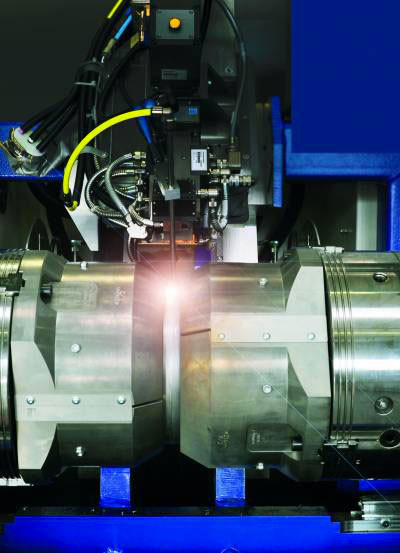
 La machine de soudage au laser de Weil engineering présente un exemple d'une excellente qualité de soudure : deux moitiés de récipient ont été soudées ensemble pour obtenir un récipient supportant des pressions élevées. (Photo : Weil engineering)
La machine de soudage au laser de Weil engineering présente un exemple d'une excellente qualité de soudure : deux moitiés de récipient ont été soudées ensemble pour obtenir un récipient supportant des pressions élevées. (Photo : Weil engineering)LASYS 2014 apporte des réponses
Des exposants et instituts de recherche célèbres apportent par exemple leur longue expérience en matière de soudage laser de métaux et connaissent exactement les défis présents dans ce domaine. Comme preuve, ici quelques commentaires d'exposants: «
Pour profiter pleinement des avantages du soudage laser tels que la productivité et la qualité élevées », selon Richard Petersen, chef des ventes chez
WEIL ENGINEERING, «
il est nécessaire d'adapter la construction du composant aux besoins du laser. On parle dans ce contexte de "construction adaptée au laser". » L'expert voit d'autres aspects importants dans les formes d'assemblage bout à bout ainsi que dans le choix des matériaux. «
Un grand défi pour le soudage laser est une adaptabilité et un positionnement précis de la pièce à usiner par rapport au faisceau laser », c'est l'expérience qu'à faite Tommy Lindner, gestionnaire de produit chez
LASERVORM. L'entreprise vient à bout de cette tâche avec la qualité de faisceau programmable qu'elle a développée.
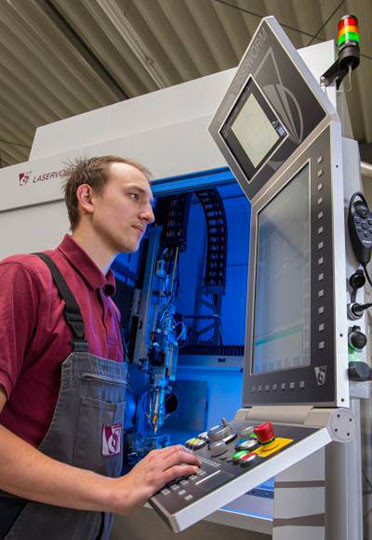
 Sur l'installation de soudage laser de Laservorm, les saisies de l'opérateur concernant la correction du programme sont réduites à un minimum et donc la productivité augmente. (Photo : Laservorm)
Sur l'installation de soudage laser de Laservorm, les saisies de l'opérateur concernant la correction du programme sont réduites à un minimum et donc la productivité augmente. (Photo : Laservorm)
Jens Hahn, gestionnaire de produit pour installations laser chez
SITEC Industrietechnologie, va dans la même direction et voit également un défi particulier dans la garantie d'une précision de positionnement reproductible du faisceau laser à la jonction: «
Spécialement pour l'utilisation de sources de faisceau laser très brillantes, l'interaction de la mécanique ultra-précise combinée à des systèmes de surveillance de qualité agissant en temps réel est un garant pour de grandes quantités de pièces produites à une qualité constante. » En particulier pour des métaux difficilement soudables qui ont tendance à se fissurer, les experts sont d'avis qu'il est nécessaire de garantir la qualité du soudage laser par une régulation des procédés et une surveillance des processus intelligentes.
Changement d'outil rapide
«
Surtout pour de petits volumes, les temps de changement d'outil jouent un rôle important », rappelle Tommy Lindner. Pour atteindre les vitesses élevées de processus, un usinage CNC est presque indispensable selon l'expert de Laservorm : «
Le dispositif ou la table d'usinage doivent présenter un prélèvement et un chargement rapides de la pièce afin que les processus automatisés et rapides soient utilisés de façon optimale. » Le chef des ventes de Weil engineering est entièrement d'accord: «
Le soudage laser s'est imposé pour les petits volumes. Celui-ci requiert une technique intelligente de serrage adapté à ces exigences à la fois dans sa flexibilité et en matière de temps de changement d'outils et de frais. » Dr. Siegfried Pause, directeur de
LLT Applikation, en a fait également l'expérience : «
Le soudage laser sur des machines à commande CNC en vaut déjà la peine pour de très petites quantités de pièces étant donné que la géométrie de soudage est créée par un programme à commande numérique. Par ailleurs, le procédé est extrêmement flexible en matière de choix des paramètres de soudage et de combinaisons de matériaux à assembler. » Selon Dr. Pause, des exigences spéciales envers le partenaire d'assemblage en matière de préparation du cordon de soudage sont posées, par exemple absence de fente ou une fente la plus petite possible étant donné que le soudage se fait souvent sans matériau supplémentaire.
Jens Hahn, gestionnaire de produit SITEC, cite d'autres arguments en faveur du soudage laser: «
D'une part, l'outil laser s'utilise avec beaucoup de flexibilité et travaille sans contact. D'autre part, le volume d'investissement des sources de faisceau laser a de plus en plus diminué au cours des dernières années. » En outre, certaines tâches ne sont réalisables qu'au laser. Les coûts diminuent également, pour preuve: «
Une faible distorsion et un apport thermique moindre sont garantis avec le soudage laser. Les cordons de soudure très précis et attractifs n'engendrent que très peu de travaux de retouche », explique Tommy Lindner, gestionnaire de produit chez Laservorm, et cite comme tâche typique pour l'usinage de matériaux au laser le soudage de membranes pour les composants de capteur dans la technologie de précision.
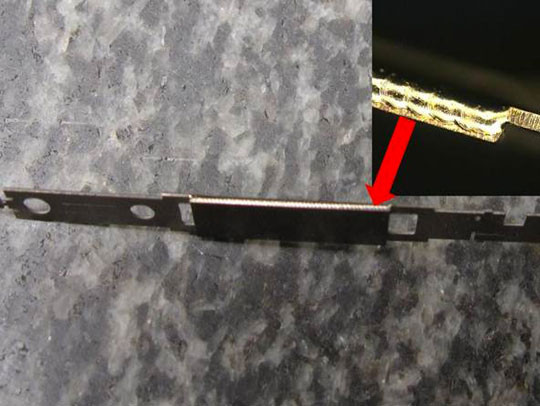
 Ressort en titane. (Photo : LLT Applikation)
Ressort en titane. (Photo : LLT Applikation)De nouvelles dimensions sont atteintes
«
Les procédés de soudage laser pour l'assemblage de petites pièces par exemple dans l'horlogerie, la technique médicale, la technologie des microsystèmes et d'autres secteurs ont permis d'atteindre en partie des dimensions entièrement nouvelles », affirme Dr. Pause. Selon lui, il est désormais possible de réaliser avec les lasers à fibre monomodes des largeurs de cordons de soudage inférieurs à 100 µm si bien que le soudage laser de très petites pièces et de pièces à risque de distorsion remporte un vif succès. Pour ne citer qu'un exemple : le soudage des roues dentées des montres. LLT Applikation propose pour le soudage de précision et le micro-soudage laser des concepts de machine spécialement développés tels que la EWS 200 avec commande Fanuc comprenant jusqu'à cinq axes. Différentes sources de faisceau laser avec couplage des fibres, mais de préférence des lasers à fibre, peuvent être intégrées dans la machine.
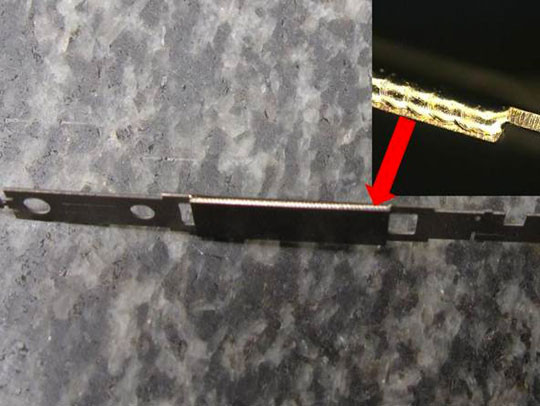
 Soudure d'angle sur de petits tubes à parois fines. (Photo : LLT Applikation)
Soudure d'angle sur de petits tubes à parois fines. (Photo : LLT Applikation)