Le répertoire
de la machine outil
L’outil affûté pour vos investissements
2000 fiches produits, 9657 actualités, 1178 vidéos
2000 fiches produits, 9657 actualités, 1178 vidéos



LISSMAC présentera sa gamme de machines de ponçage et d'ébavurage simple et doub...
> Lire
LISSMAC exposera 6 machines et une solution d'automatisation pour le traitement ...
> Lire
LISSMAC vous présente la nouvelle évolution de sa machine Bestseller : la SBM-L ...
> Lire
Applications : • Ebavurage • Retrait des scories • Désoxydation des chants d...
> Voir
• Ebavurage et arrondi des bords des deux côtés des pièces découpées à l’emporte...
> Voir
• Un arrondi des contours parfait jusqu’à un rayon de 2mm. • Traitement de pièc...
> Voir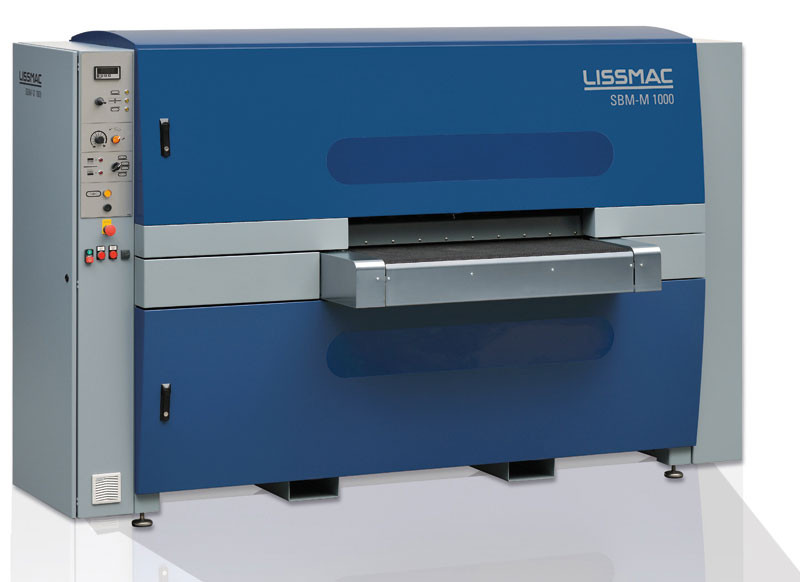
LISSMAC présentera sa gamme de machines de ponçage et d'ébavurage simple et doub...
> Lire
LISSMAC exposera 6 machines et une solution d'automatisation pour le traitement ...
> Lire
LISSMAC vous présente la nouvelle évolution de sa machine Bestseller : la SBM-L ...
> Lire
Applications : • Ebavurage • Retrait des scories • Désoxydation des chants d...
> Voir
• Ebavurage et arrondi des bords des deux côtés des pièces découpées à l’emporte...
> Voir
• Un arrondi des contours parfait jusqu’à un rayon de 2mm. • Traitement de pièc...
> Voir