L’utilisation de plus en plus fréquente des matériaux composites dans l’industrie attire de nouveaux acteurs. Constructeurs de machines-outils, fabricants d’outils de coupe ou roboticiens rivalisent d’ingéniosité pour proposer des solutions adaptées.
Beau succès pour la plus importante manifestation mondiale consacrée aux matériaux composites. JEC Europe 2014 s’est installé du 11 au 13 mars à la Porte de Versailles sur 54 000 m², soit 8% de plus qu’en 2013 et 8,5 fois la superficie d’un terrain de football. A la recherche d’économies d’énergie, les industries comme l’aéronautique ou l’automobile doivent réduire drastiquement le poids de pièces. Alors, le recours à ces matériaux devient incontournable, ce qui explique l’envolée du marché. Le plus cosmopolite de salons français a attiré comme d’habitude, de nombreux spécialistes venus à la recherche d’un matériau spécifique ou d’un moyen de fabrication des pièces en composite.
 Le développement de KOMET GROUP dans le secteur aéronautique s’est concrétisé à JEC avec le lancement de la gamme d’outils KOMET RHOBEST pour l’usinage des composites et plus précisément pour des applications de fraisage et de perçage. (Photo Komet)
Le développement de KOMET GROUP dans le secteur aéronautique s’est concrétisé à JEC avec le lancement de la gamme d’outils KOMET RHOBEST pour l’usinage des composites et plus précisément pour des applications de fraisage et de perçage. (Photo Komet)
A l’honneur cette année, avec l’arrivée de nouveaux constructeurs de machines-outils et fabricants d’outils de coupe, l’usinage des composites ne se fait pas sans certains contraintes. «
La résistance extrême et la complexité structurelle de ces matériaux imposent des exigences nouvelles aux fabricants de machines-outils et d’outils de coupe », souligne David Guerchon, directeur de
KOMET S.A.R.L. France, qui ne regrette pas d’avoir participé pour la première fois au salon. Le fabricant allemand d’outils de perçage, d’alésage et de filetage a mis au point une gamme d’outils dédiée aux applications ‘composites’. Comment ? Tout simplement en utilisant un revêtement diamant nanocristallin de grande pureté et une géométrie de l’outil originale. Baptisée Komet Rhobest, cette famille d’outils allie les avantages : absence de bavures et de délamination, arêtes planes et lisses, meilleure aptitude à la mise en peinture et au collage, temps d’usinage plus courts, durées de vie prolongées. Sans parler de la conductivité thermique améliorée.
ISCAR, Mapal,
SANDVIK COROMANT,
SECO TOOLS et bien d’autres… Les fabricants d’outils de coupe, qui ont décidé de bouder cette année le salon Industrie 2014, sont venus à l’instar de Komet, pour montrer leurs derniers développements. Fournisseur attitré de solutions pour l’usinage de composites, Sandvik propose une gamme d’outils dotés d’une géométrie spécifique. Objectif : améliorer la résistance à l’abrasion de l’outil, donc sa durée de vie, tout en évitant le délaminage du matériau usiné.
 Dévoilée à JEC, la gamme de fraises en bout Sandvik CoroMill Plura PCD brasé est destinée aux opérations de détourage, de surfaçage, d’usinage de rainures ou de découpe. (Photo Sandvik)
Dévoilée à JEC, la gamme de fraises en bout Sandvik CoroMill Plura PCD brasé est destinée aux opérations de détourage, de surfaçage, d’usinage de rainures ou de découpe. (Photo Sandvik)
Exposées pour la première fois au JEC, ses fraises en bout CoroMill Plura PCD brasé intéresseront les ateliers confrontés aux opérations de détourage, de surfaçage, d’usinage de rainures ou de découpe avec des CFRP (Carbon Fiber Reinforced Polymere). «
Nous proposons des schémas d’usure prévisibles, qui réduisent sensiblement les temps morts et évitent les reprises ou les rebuts », indique Mohamed Hammadi, responsable application composite gobale de Sandvik Tooling France. «
il faut conserver l’outil 1 mm en dessous du matériau composite », conseille e spécialiste, pour obtenir des résultats optimaux. Par ailleurs, le fraisage conventionnel (en opposition) est à préférer pour réduire les vibrations. L’épaisseur maximum recommandée pour le matériau usiné est de 2 mm de moins que la longueur des arêtes PCD. Dans les applications d’usinage de surfaces 2D typiques, il est généralement possible d’appliquer des vitesses de coupe d’environ 200-400 m/min et des avances de 0,03-0,06 mm/tr en ébauche ou 0,02-0,04 mm/tr en finition. Les fraises sont disponibles en diamètres de 6 à 16 mm avec arrosage par l’intérieur.
La prolongation de la durée de vie de l’outil est un objectif important pour Mapal également. Ce dernier propose des fraises PCD/CVD adaptées à l’usinage des matériaux renforcés en fibres. Ou des forets à revêtement en diamant pour l’usinage économique des CFRP ou des empilages polymère-métal. Des outils qui évitent le délaminage.
Le procédé de perçage vibratoire de Mitis est également adapté à l’usinage des empilements multi-matériaux composites et métalliques.
Seco de son côté, propose des gammes d’outils spécifiques pour le surfaçage-dressage, le perçage et le fraisage des composites. Le fabricant préconise l’utilisation des outils en carbure monobloc non-revêtus pour des vitesses de coupe de 120 m/min. Les outils PCD (diamant) sont efficaces dans l’usinage de composites thermodurcissables. Composés d’inserts diamant PCD, ces outils affichent une vitesse de coupe de 220 m/min.
Les constructeurs de machines-outils sont eux aussi de la partie. Certains, comme CMS, sont des habitués de ces applications. D’autres comme les fabricants italiens Jobs ou FPT se sont diversifiés pour attaquer ce marché en plein essor. Ce dernier a adapté ses fraiseuses portiques grande vitesse comme la Dinomax, a l’usinage des pièces composites de grande dimension. «
Une machine doté de systèmes d’aspiration de poussière et qui assure une précision d’usinage de 0,01 mm », explique Massimo Torriglia, responsable de ventes chez FPT. Le constructeur italien n’oublie pas pour autant les débouchés dans les applications « métal ». «
Nous avons développé une machine de soudage par friction malaxage dotée d’un outil maison », confirme le spécialiste. Un équipement sûr et plus économique que le soudage TIG. Utilisé pour le soudage des pièces du réservoir du lanceur de satellite russe, il sera aussi mis en œuvre pour la fabrication d’Ariane 6.
Autre présence remarqué : celle de Reichenbacher-Hamuel, une filiale du groupe allemand Scherdel, qui a provoqué la surprise à la dernière EMO de Hanovre avec sa machine hybride combinant la fabrication additive avec le fraisage. Le constructeur propose des solutions d’usinage sur mesure adaptées aux matériaux composites dont le coût s’échelonne de 300 000 à 1 million d’euros. Des machines qui font leurs preuves dans des applications comme la fabrication des panneaux acoustiques ou d’un noyau en nid d’abeille pour le raidissement des ailes d’avion…
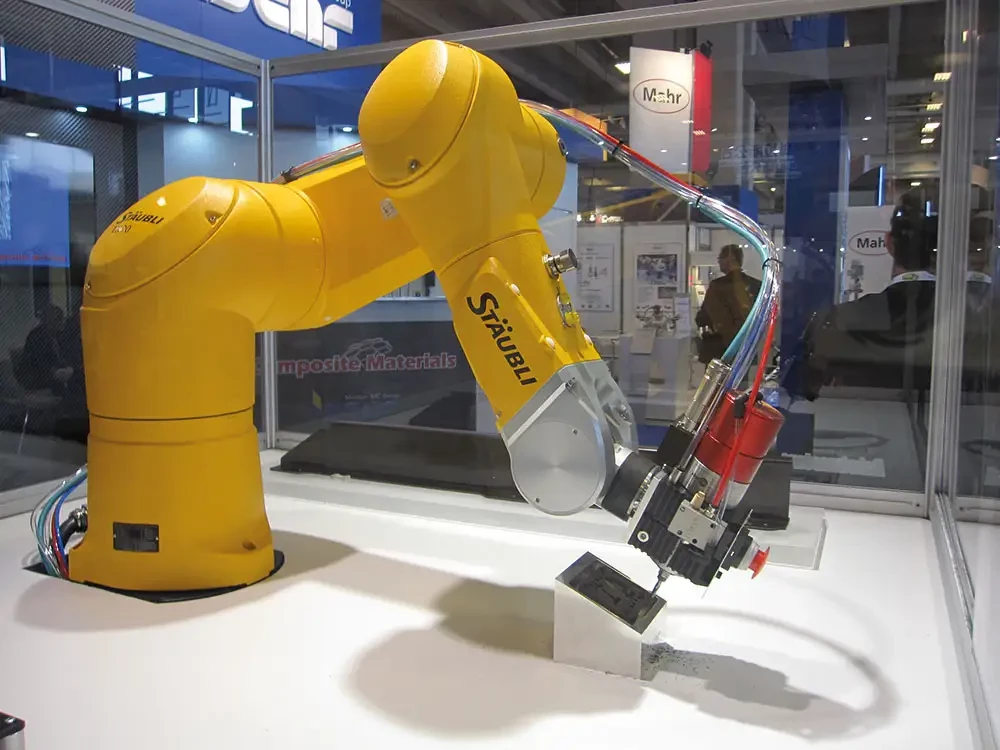
 Usinage robotisé des composites avec outils Iscar. (Photo MS)
Usinage robotisé des composites avec outils Iscar. (Photo MS)
Enfin, la robotisation est elle aussi de la fête, car on ne peut pas envisager une production en série sans automatisation. Les robots,
KUKA,
STAUBLI ROBOTICS ou autres, étaient omniprésents au salon. La société Gébé 2 propose différentes configurations capables d’usiner avec un robot Kuka ou autre, des pièces composites qui ont en moyenne 2,5 m de longueur. Des installations flexibles, capables d’usiner des formes complexes et dont le coût varie de 150 000 à 250 000 euros.
Application intéressante chez Sonimat avec un petit robot Stäubli qui découpe par ultrasons. Avantage : une qualité de fabrication parfaite. La société propose par ailleurs, des systèmes de découpe par ultrasons qui s’installent sur des machines comme celles de Forest-Liné. Ou dans le domaine du soudage, un équipement 10 axes doté de sept dispositifs à ultrasons.
Dans ce domaine de
l’usinage par ultrasons, DMG/Mori Seiki montrait pour la première fois un module d’usinage mobile basé sur sa machine Ultrasonic. Un équipement à découvrir…