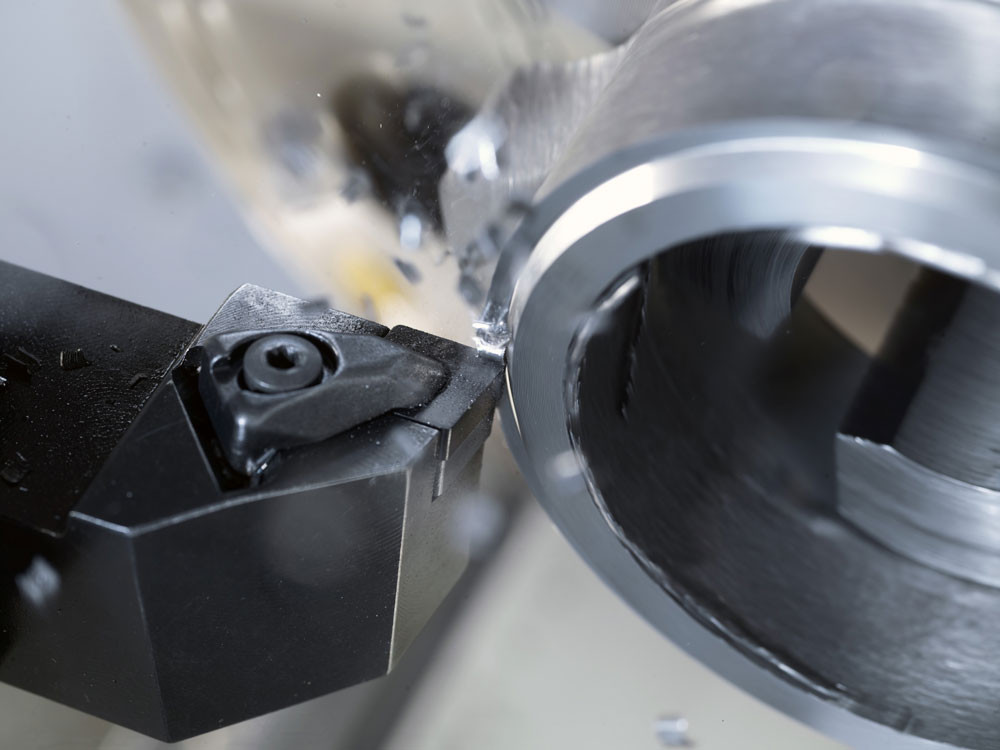
Le tournage de la fonte implique de multiples applications, de sorte que des stratégies d'usinage alternatives sont nécessaires pour répondre à la demande en termes de qualité, de coûts et de productivité.
La fonte est utilisée dans de nombreux produits, de la pompe de grande dimension, produite à petite échelle aux disques de frein produits en très grande série. La diversité des pièces et des applications, combinée à un large choix de propriétés des différentes fontes, engendre de nombreux défis pour atteindre les exigences de productivité et de qualité souhaitées. Avec une meilleure connaissance des contraintes exigées,
une approche optimale peut être élaborée en termes de stratégies d'usinage et de choix de paramètres de coupe.
Le tournage de fontes grises constitue un exemple précis. Les fontes grises contiennent des carbures sous forme de particules de graphite laminaire, ce qui confère d'excellentes propriétés antivibratoires à la fonte. Par conséquent, ce matériau est utilisé pour la fabrication des composants de moteur. Son usinabilité est affectée par des variations de composition et par d'autres contraintes, comme la présence de résidus de moulage ou de ferrite libre (fer pur) qui perturbent le process de fabrication. Les variations sont à l'origine de zones plus dures réparties aléatoirement sur la surface, alors que les résidus de ferrite engendrent des zones plus douces sur la pièce à usiner. Ces deux facteurs créent des variations aléatoires qui influencent l'usinabilité de la fonte grise. Il est donc essentiel de planifier tous les éléments du moulage à l'usinage en passant par le stockage pour garantir des lots de pièces à usiner le plus homogènes possible.
«
Il est essentiel de contrôler les propriétés de la pièce à usiner à tout moment. Toute variation affecte négativement la productivité totale, que ce soit directement ou indirectement. » indique Mikael Lindholm, Manager Produits de tournage ISO chez SECO TOOLS.
Lorsque les pièces sont usinées sur une chaîne de production, il arrive qu'un lot de pièces à usiner brutes de coulée comporte des caractéristiques en surface qui change l'usinabilité mais doit être usiné et le coût engendré par la durée de vie inférieure de l'outil baisse la productivité. Les fabricants de pièces doivent gérer cette situation, souvent en faisant
un choix délicat entre différents types et nuances de plaquettes. Ils ont par exemple le choix entre du carbure et du PCBN (nitrure de bore cubique polycristallin).
«
Il est toujours possible de se reposer sur les plaquettes en carbure pour réaliser des pièces de qualité, mais le PCBN permet d'augmenter la productivité » explique Mikael Lindholm.
Le nombre d'opérations constitue un autre aspect stratégique qui a un impact direct sur le délai de fabrication. Si les propriétés d'une pièce à usiner ne sont pas entièrement connues, il est possible d'optimiser les opérations de finition. Dans ce cas, une plaquette revêtue de carbure résistant à la chaleur et à l'usure peut favoriser une stratégie d'usinage pour réduire le nombre d'opérations.
D'autres fontes soulèvent d'autres questions. Les carbures inclus dans la fonte ductile (nodulaire), prennent la forme de particules de graphite sphéroïdal. Cela affecte les propriétés de la fonte, ce qui implique une usure abrasive de l'outil plus importante que pour la fonte grise. L'usure est bien évidemment un facteur à prendre en compte lors du tournage et a son importance lors du choix de la stratégie d'usinage.
«
Il est intéressant de porter une attention particulière à la durée de vie et à la vitesse de coupe de la plaquette d'un point de vue économique » poursuit Mikael Lindholm. Cela implique de prêter une attention particulière à la plage d'utilisation d'une plaquette, notamment aux paramètres de coupe autorisés en fonction de la résistance à l'usure et de la dureté. «
Il est possible de sélectionner plusieurs types et nuances pour optimiser chaque application de manière à obtenir une productivité maximale. Mais il est également possible de faire un choix plus simple à gérer, malgré une productivité inférieure. Encore un choix stratégique à effectuer ! » conclut-il.