En effet, jusqu'à ce jour, le filetage de ces matériaux n'était pas ou que très difficilement réalisable avec des fraises à fileter classiques. Pour l'utilisation de ces tourbillonneurs, l'on distingue 2 méthodes d'usinage :
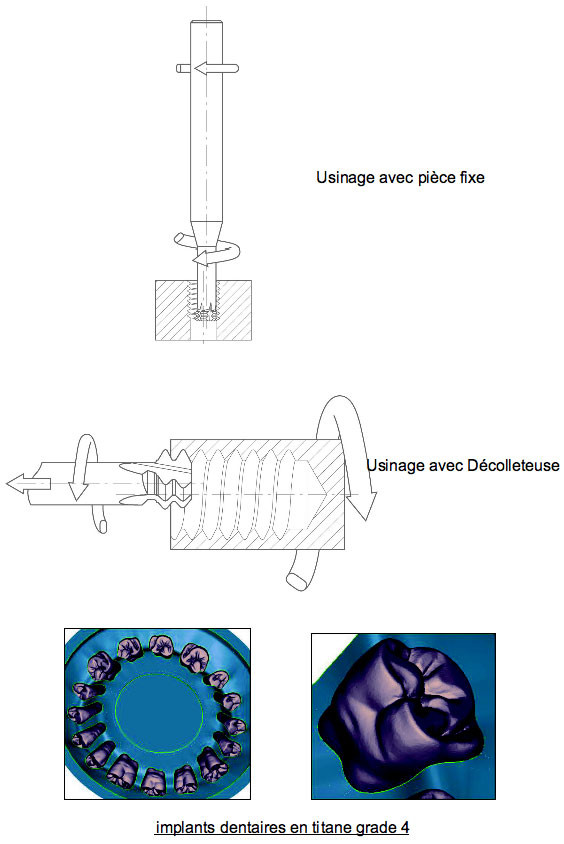
A) La pièce est fixe et l'outil se déplace en spirale
Le filetage dit classique est aujourd'hui largement répandu, soit à l'aide de fraise à fileter à denture droite, soit avec des fraises à fileter à denture hélicoïdale. Lorsque l'on désire utiliser ce type d'outils dans des matériaux à usinabilité difficile, tels que les titanes, les inox réfractaires, l'inconel ou le nimonic, il est nécessaire d'usiner le filet en plusieurs passes. Malgré cela, la durée de vie d'outil reste très courte. Pour les matières de dureté ≥ 60 HRC, cette opération devient quasiment impossible, même en plusieurs passes.
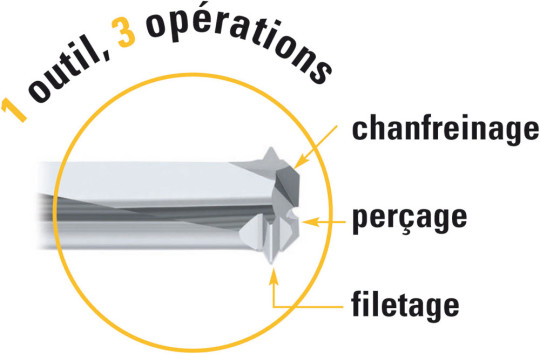
Dorénavant, lorsque l'on utilise une fraise à fileter avec un profil très court (tourbillonneur) et une programmation en spirale, ces filetages peuvent être facilement réalisés dans ces matériaux coriaces.
Le principal avantage de ce type d'outils, qui ne disposent que de 2 pas (ou profils), est d'usiner des filetages en diminuant fortement les contraintes par rapport à une fraise à fileter classique.
La programmation de l'outil est très facile à réaliser. L'outil se déplace de haut en bas (usinage en opposition) ou de bas en haut (usinage en avalant) en fonction des contraintes d'usinage et de l'usinabilité de la matière.
Exemples :
1) usinage d'un alliage réfractaire, nimonic : DIXI 1730 M4 x 0.70, profondeur 6mm : 225 filetages usinés en opposition en une seule passe (n=5'000 tr/min, Vc=50m/min, fz=0.007mm)
2) usinage d'un acier inoxydable réfractaire (STABLOY ? Cr 17% - Mn 18% - 35HRC) : DIXI 1730 M8 x 1.25, profondeur 16mm : 150 filetages usinés en avalant en une seule passe (n=750 tr/min, Vc=15 m/min, fz=0.03mm)
3) usinage d'un acier trempé à 54HRC : DIXI 1730 M4 x 0.70, profondeur 6mm : 130 filetages usinés en opposition en une seule passe (n=2'250 tr/min, Vc=23m/min, fz=0.003mm)
4) usinage de petite dimension dans un inox type 316L : DIXI 1730 M1 x 0.25, profondeur 1.80mm : 500 filetages usinés en opposition en une seule passe (n=20'000tr/min, Vc=45m/min, fz=0.0004mm)
B) La pièce tourne (pièce de révolution) et l'outil rotatif se déplace en interpolation linéaire
Cette méthode d'usinage est principalement réalisée sur des machines à poupées mobiles, dites de décolletage.
Les filetages intérieurs de matériaux coriaces, sur décolleteuses, peuvent désormais être produits par fraisage avec différents types de tourbillonneurs. Il y a d'une part les modèles à 1 pas et 1 dent unique (DIXI 1739) et d'autre part les modèles à 2 pas et plusieurs dents (DIXI 1730, 1731, 1735 et 1736). Par sa nouvelle gamme de produits, DIXI Polytool améliore de manière significative la qualité d'usinage des filets intérieurs, en particulier en éliminant toute bavure entre le Ø intérieur et le profil du filetage.
Exemples :
1) filets M 1.40 x 0.30 pour des implants dentaires en titane grade 4 : DIXI 1730 M1.40 x 0.30, profondeur 2.40mm : 1'500 filetages usinés en une seule passe (n= 23'000 tr/min pour l'outil et 30 tr/min pour la broche porte pièce)
2) filets M8 x 1.00 pour des implants dorsaux en titane grade 5 (1000 Mpa) : DIXI 1730 M8 x 1.00, profondeur 5.00mm : 4'500 filetages usinés en une seule passe (n=3'200 tr/min pour l'outil et 20 tr/min pour la broche porte pièce)
En conclusion, l'on peut affirmer que le tourbillonnage ne remplacera pas le filetage ou le taraudage, cette technique représente au contraire un marché en pleine évolution, permettant maintenant de solutionner des problèmes de filetages qui compliquaient le travail dans les ateliers.