Une période de crise peut retarder des investissements, mais il vaut mieux rattraper rapidement son retard pour ne pas se faire distancer. Avec le bon timing, Romaire a transformé une faiblesse passagère en atout pour l’avenir.
Fondée par Pierre Romaire, père de l’actuel dirigeant Gilles Romaire, en 1959, l’entreprise était une métallerie qui s’est développée naturellement jusqu’à l’arrivée de Renault Véhicules Industriels à Bourg-en-Bresse au début des années 70. RVI ne parvenait pas à assurer les fabrications totalement en interne et se tourna vers la sous-traitance locale pour ses approvisionnements. Pierre Romaire fût donc contacté, et passée la surprise de cette demande, alors que son activité traditionnelle aurait pu suffire à l’amener jusqu’à la retraite, il décida de se lancer dans l’aventure. «
Quarante ans après, nous poursuivons notre collaboration avec ce client » se félicité Gilles Romaire, PDG de l’entreprise.
 Devant la ligne FMS en tôlerie, Rémi Martin d’Amada, Gilles Romaire et Maxime Trochoux de Romaire
Devant la ligne FMS en tôlerie, Rémi Martin d’Amada, Gilles Romaire et Maxime Trochoux de RomaireSortir de sa zone de confort
Un donneur d’ordre comme RVI imposa à l’entreprise un rythme régulier des investissements avec l’arrivée des premières machines à commande numérique dans l’atelier au début des années 80 et l’extension des compétences avec l’installation d’une chaîne de peinture dès 1982. Arrivé en 1982 dans l’entreprise, Gilles Romaire en pris la direction en 1993.
L’activité de l’entreprise s’est reposée pendant longtemps sur une activité totalement dédiée à la sous-traitance pure en tôlerie fine et peinture, même si, au fil du temps d’autres prestations comme le montage afin de livrer des ensembles complets sont venues compléter son offre.
En 2012, Gilles Romaire décide d’obtenir la certification 15085, passage obligé pour espérer pénétrer le marché du ferroviaire. C’est une certification très contraignante qui nécessite en particulier une traçabilité exemplaire du soudage. «
Grâce à cette certification, nous travaillons en direct ou en second rang pour les grands noms du secteur comme Bombardier, Faiveley ou Alstom. Nous récoltons aujourd’hui les fruits de nos efforts » insiste Gilles Romaire.
Romaire transforme aujourd’hui 1500 tonnes de matières premières (acier, inox et aluminium de 1 à 6 mm) par an.
Revenons en arrière sur l’année 1999, au cours de laquelle Romaire dépasse l’activité de sous-traitant en rachetant le constructeur de machines spéciales
PMG. L’activité, qui nécessite un savoir-faire très pointu, est concentrée sur les produits à destination des secteurs para-pétrolier et des industries chimiques : broyeurs, mélangeurs, basculeurs de fûts, systèmes d’aspiration, etc. Les produits PMG sont présents dans de nombreux pays : Inde, Russie, Afrique du Sud, etc. Lors de ma visite, la société était en train de finaliser un mélangeur de bi-composants qui doit être livré au Mexique. «
Le bi-composants se décompose en deux couches lors du stockage dans un fût de 270 kg et, avant de le réintégrer dans le process, il faut réunifier le produit. C’est l’objectif du mélangeur. En fonction des caractéristiques du produit, l’opérateur règle la vitesse de rotation et la durée de l’opération. Ces matériels sont utilisés dans des sites qui en Europe sont classés Seveso 2 ou 3 et nos matériels sont à la norme ATEX Zone 0. Le produit qui va être traité est très explosif et nos armoires de commandes sont résistantes à l’explosion » explique Jean-Michel Lesinasse Responsable département PMG.
 Au-delà de son activité de tôlerie industrielle, le groupe Romaire fabrique également des produits en propre comme du mobilier métallique ou des machines de manutention pour l’industrie pétro-chimique et agro-alimentaire (Photos Romaire)
Au-delà de son activité de tôlerie industrielle, le groupe Romaire fabrique également des produits en propre comme du mobilier métallique ou des machines de manutention pour l’industrie pétro-chimique et agro-alimentaire (Photos Romaire)
Toujours dans le but d’étoffer ses activités, en 2016, Romaire a décidé de lancer une marque
Reica de mobilier contemporain en métal à destination des collectivités ou particuliers pour une utilisation en intérieur comme en extérieur. Cette marque, dont Clothilde, fille de Gilles Romaire assure le développement et la commercialisation, se démarque par l’originalité du concept qui vient de la volonté de faire oublier le métal, matériau considéré comme froid. Plusieurs astuces sont utilisées pour y parvenir, du choix des cinq couleurs de bases, douces et chaudes, à l’habillage des grandes surfaces métalliques par du bois ou du polyéthylène pour atténuer la sonorité du métal. De même, l’ajout de matériaux décoratifs en surface ou l’utilisation de textures variées viennent casser l’uniformité du métal. «
L’objectif du démarrage de cette activité était de mettre en valeur le potentiel créatif de l’entreprise tout en renforçant l’entreprise par une activité complémentaire aux cycles différents de notre cœur de métier et de l’activité machines spéciales » souligne Gilles Romaire.
Au-delà de cet éventail d’activités, la société est également sortie de sa zone de confort pour sa politique d’investissement. Alors qu’il est souvent plus simple de remplacer une machine par une machine plus récente pour profiter des avantages des évolutions technologiques, la société Romaire a fait un grand bond en avant en réfléchissant de manière globale à la réorganisation de son atelier.
 L’industrie du futur se retrouve également au niveau des équipements périphériques avec cette affûteuse connectée pour outils de poinçonnage
L’industrie du futur se retrouve également au niveau des équipements périphériques avec cette affûteuse connectée pour outils de poinçonnageBouleverser l’atelier
Comme beaucoup d’entreprises en France, la société a connu de forts ralentissements de son activité lors de la crise de 2008, ce qui a limité momentanément ses possibilités d’investir. L’entreprise a été contrainte de continuer à fonctionner avec ses deux poinçonneuses et deux machines laser relativement anciennes pendant cette période. «
Nous étions néanmoins déjà en train de réfléchir sur la manière de réorganiser l’atelier pour répondre aux contraintes de nos clients : fonctionnement en flux tendus, réactivité, personnalisation des produits, etc. Nous étions conscients que notre parc machines et notre organisation ne nous permettaient pas de répondre de manière satisfaisante à ces besoins » se souvient Gilles Romaire. Passé ces années difficiles, des premiers investissements ont concerné le pliage avec l’intégration d’une presse plieuse Amada HD ATC avec changement automatique d’outil et la soudure avec l’arrivée d’une cellule robotisée. Début 2016, le dossier du poinçonnage et de la découpe laser fut étudié simultanément avec comme principal objectif la capacité de passer d’un produit à un autre en très peu de temps. Un FMS avec un important magasin s’est immédiatement imposé lors du tour de marché réalisé par Gilles Romaire qui voulait également utiliser les deux technologies de découpe laser, le fibre et le CO₂ jugées complémentaires, «
mais l’importance de l’investissement (environ 2 millions d’euros) nous a fait envisager une installation en deux temps avec deux cellules, laser et poinçonnage, qui aurait permis de lisser l’impact sur les comptes. »
Les constructeurs capables de proposer une machine combinée de poinçonnage et découpe laser C0₂, une machine de découpe laser fibre et tous les automatismes et logiciels associés ne sont pas si nombreux sur le marché. Au-delà des promesses de performances de cet outil de production avancé, Gilles Romaire a également pris en compte la qualité du SAV pour se décider : il se trouve qu’il avait déjà pu apprécier par le passé celui d’Amada qui a emporté l’affaire.
Un voyage chez Amada en compagnie de Carole, son épouse, et de Maxime Trochoux, Directeur de Production fut l’élément déclencheur de la commande. Le vaste show-room de l’entreprise en région parisienne permet aux visiteurs de tester un grand nombre de configurations en conditions réelles. La journée ne fût pas de tout repos et réserva une surprise aux trois visiteurs. Le show-room leur a permis de mieux visualiser ce que pourrait être leur atelier modèle, en complétant le projet de départ avec plusieurs équipements et options. Seul problème, le montant total de l’investissement se montait désormais à 3 millions d’euros. Carole Romaire acheva alors de convaincre son mari qui n’était de toute façon par convaincu par sa première idée d’une ligne en deux temps. Il ne restait alors plus qu’à convaincre les banques, ce qui fût fait rapidement. Une fois de plus, pour continuer à se développer, la société Romaire a fait un pari audacieux. Et nous verrons en fin d’article que l’aspect financier n’était pas le seul point exceptionnel du projet.
 L’important magasin de stockage à 150 emplacement est la colonne vertébrale de l’atelier
L’important magasin de stockage à 150 emplacement est la colonne vertébrale de l’atelierInstaller un FMS dans un atelier existant
La colonne vertébrale de l’atelier est constituée par le magasin à tôles de 150 emplacements. « Il existe trois critères pour décider de la taille adaptée du magasin : les besoins exprimés par le client en matière de tôles et de stockage intermédiaire, ainsi que le nombre de machines qui doivent être connectées et bien sûr, l’espace disponible dans l’atelier. Particularité du projet Romaire, l’installation ne s’est pas faite dans un bâtiment neuf dimensionné en fonction de la ligne, mais a remplacé une partie de l’atelier existant » rappelle Rémi Martin, Directeur des ventes d’Amada SA. Dans le cas de Romaire, un magasin en simple rangée répondait à tous ces critères.
Le choix d’une machine combinée ACIES 2515 avec un laser CO₂ de 4 kW, en complément de la machine de découpe laser fibre 6 kW LCG-AJ 3015, s’est fait naturellement car les opérateurs se plaignaient régulièrement de devoir réaliser des opérations sur une poinçonneuse, puis des reprises sur une machine laser. «
Auparavant, nous avions tendance à éviter ce genre de pièces qui combinaient découpe libre et déformation ou marquages. Quitte à tendre vers la flexibilité maximale, le combiné est très adapté à notre activité. Et il nous permet de proposer à nos clients des solutions techniques différentes et de limiter les en-cours » constate Gilles Romaire.
Le combiné ACIES, installé chez Romaire, est équipé d’un système de changement d’outils automatique avec une capacité de stockage de 300 poinçons et 600 matrices. Cette capacité apporte à l’entreprise une autonomie et des possibilités remarquables. Le changement des outils s’effectue lorsque la machine est en mode laser, ce qui signifie que cette machine prépare en temps masqué la production suivante alors qu’elle est en mode découpe.
Le degré d’automatisation et d’intégration de l’ensemble va jusqu’à l’affûteuse qui est connectée ! «
Chaque outil de la poinçonneuse est identifié par un QR-Code. Ce dispositif évite toute erreur de montage d’outils dans la poinçonneuse et permet également de connaître l’historique d’utilisation de l’outil : matières et épaisseurs travaillées, nombre de coups par matière. Cette collecte d’information est utilisée pour estimer la durée de vie de l’outil et peut, par exemple, interdire l’utilisation d’un outil dédié à l’inox pour le poinçonnage de l’acier afin qu’il ne soit pas pollué. Pour l’entretien, l’affûteuse connectée, mesure l’outil après affûtage et renvoie l’information au module informatique qui gère l’outillage. La machine va ainsi régler automatiquement la pénétration de la frappe en fonction de l’usure constatée de l’outil » précise Rémi Martin.
 Quelques temps avant l’arrivée de la ligne la société Romaire avait intégré une presse plieuse avec changement automatique d’outils
Quelques temps avant l’arrivée de la ligne la société Romaire avait intégré une presse plieuse avec changement automatique d’outils8 mois de patience
«
Nous avons sous-traité 100% de la production de nos anciennes poinçonneuses et machines laser pendant 8 mois. Nous n’avions de toute façon pas le choix puisque la ligne devait être installée en lieu et place des précédentes machines » se remémore Gilles Romaire qui a profité de la réorganisation de l’atelier pour envoyer chaque semaine un binôme constitué d’un opérateur et d’une personne des méthodes se familiariser avec les nouveaux outils afin d’être le plus efficace possible au démarrage du nouvel atelier à Villefranche-sur-Saône fin décembre 2017. La formation s’est donc effectuée de manière progressive en temps masqué.
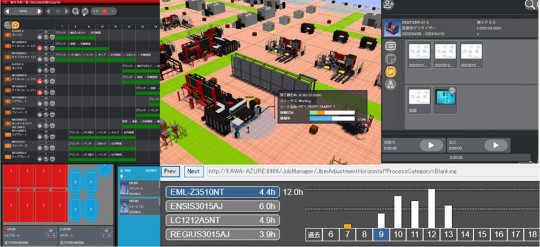
En parallèle, la société Romaire s’est appuyée sur Mickael Samson, Chef de projet informatique, pour assurer l’interface entre le logiciel de GPAO et le logiciel Amada Dr Abe de pilotage de la ligne. Aujourd’hui, la passerelle entre les ordres de fabrications issus de la GPAO et la ligne assure la fluidité requise des flux dans l’atelier : «
notre solution est capable de faire des regroupements multi-clients, multi-OF et multi-matières pour optimiser la mise en tôle et permettre la planification des différents programmes de poinçonnage/découpe » apprécie Maxime Trochoux. Il n’y a plus aucune reprise manuelle d’information.
L’arrivée d’une ligne flexible de tôlerie dans une entreprise qui n’en était pas équipée nécessite également de revisiter le mode de fonctionnement de l’entreprise. Cela demande plus de préparation en amont afin d’assurer la fluidité des process et exploiter pleinement le potentiel de l’investissement. «
Depuis l’arrivée de la ligne, nous avons changé de dimension » apprécie Gilles Romaire « par rapport à notre ancien mode de fonctionnement, c’est le jour et la nuit. »