Beckhoff aligne une nouvelle génération de systèmes CNC sur base PC et bus de terrain EtherCAT. Cette solution technologique, ouverte et souple, disponible pour un prix intéressant a été retenue par Vernet Behringer pour piloter ses machines-outils destinées à l\'usinage des tôles et profilés entrant dans la composition des charpentes métalliques et des pylônes.
Dorénavant, toutes les machines-outils de Vernet Behringer conçues pour effectuer des travaux sur tôles et profilés métalliques seront équipées par une commande Beckhoff à base de PC industriel. Avec ce système, CNC et actionneurs sont reliés via le principe du bus de terrain Ethernet temps réel EtherCAT (Ethernet for Control and Automation Technology) qui autorise une vitesse de communication élevée entre la commande, les variateurs de vitesse des moteurs, ainsi que les « entrées/sorties ». Cette nouvelle option garantit une optimisation du process tout en favorisant des temps de réponse extrêmement rapides.
Pour l\'utilisateur, l\'avancée technologique se traduit directement par une meilleure qualité des commandes, une connectique simplifiée et directe entre les différents acteurs sur ce bus de terrain.
Déjà utilisée en enlèvement de matière avec les centres de fraisage, de tournage, de rectification et des unités travaillant la tôle, ce principe de pilotage pour machines-outils a commande numérique a séduit les concepteurs du constructeur français.
Plus que centenaire, la firme de Dijon aligne une gamme de machines-outils pour l\'usinage des éléments de charpentes métalliques et de pylônes. Avec 93 collaborateurs, son chiffre d\'affaires atteignait 14,4 millions d\'euros l\'année dernière dont 70% réalisé à l\'export. En effet, ses fabrications alimentent les marchés de tous les continents avec une prédilection pour l\'Europe, la Russie, le pourtour méditerranéen, plusieurs pays d\'Asie, d\'Amérique du sud et du nord et des opportunités jusqu\'en Australie.
Sa gamme regroupe des unités élémentaires tels que portiques de perçage multibroche à grande vitesse HD pour l\'usinage des profilés et tôles, des centres d\'usinage combinés de perçage, poinçonnage, marquage et découpe de tôles Mag B, des unités de poinçonnage/cisaillage pour travaux sur cornières VP, sur fers plats PS, et bien entendu les scies à ruban pivotantes à grand rendement indispensables en construction métallique.
Pour les travaux sur profilés, des lignes universelles MAP de poinçonnage cisaillage et des robots de découpe pour le grugeage sont aussi présents au catalogue.
Une cellule d\'usinage est souvent composée de machines complémentaires telles que portiques de perçage et taraudage multibroches installées avec une unité de sciage.
Pour répondre aux attentes des différents marchés, l\'automatisation totale de ces machines « stand alone » ou reliées en cellules flexibles d\'usinage est devenue indispensable, les gains de productivité étant un argument de vente prépondérant.
«
Dès 1990, nous avions imaginé et utilisé une interface homme/machine à base de PC et d\'automate car nos clients sont plus proches du bâtiment et des travaux publics que de la mécanique, donc loin de la programmation ISO des machines-outils traditionnelles. Ceci nous a permis d\'offrir une interface simple et conviviale pour la commande de nos machines, intégrant des fonctionnalités de connections directe en amont vers la CAO/DAO de nos clients » explique Loïc Guillou Keredan, Responsable BE Automatisme.
Après un tour d\'horizon de l\'offre des fournisseurs de CN, il paru évident que la solution Beckhoff composée d\'un PC industriel, plate-forme de commande ouverte, avec son logiciel NC/CNC pour le Motion Control et les mouvements interpolés représentait un schéma idéal pour la commande de ses machines destinées au secteur de la charpente métallique. Par ailleurs, avec EtherCat, les paquets de données ne sont pas reçus, interprétés et stockés au niveau de chaque équipement, mais les périphériques « esclaves » reliés au bus de terrain lisent et écrivent uniquement les données qui leur sont spécifiquement adressées. Sa vélocité est très appréciable car les trames (ensembles d\'octets) affichent des délais de l\'ordre de quelques nanosecondes seulement.
«
Ce dispositif relaie une commande très précise des actionneurs avec également une saisie extrêmement rapide au niveau des capteurs » confirme Loïc Guillou Keredan, qui poursuit : «
Durant trois ans, pour des besoins de fonctionnalités CNC, nous avons travaillé avec Beckhoff sur un seul type de machine, la Mag B, unité de perçage/poinçonnage/marquage/découpe plasma qui accepte des tôles lourdes de huit mètres par deux mètres et 50 mm d\'épaisseur. C\'est l\'ouverture du système qui nous a séduit et qui nous a poussé à généraliser ce principe de commande pour la totalité de notre gamme depuis janvier 2007 ».
Dorénavant, le constructeur aligne des ensembles composées de modules homogènes avec une interface homme/machine qui reste la même quelque soit la machine. Cette stratégie est en parfait accord avec sa politique d\'ouverture, d\'interopérabilité et d\'échangeabilité qui raccourcit et facilite le montage des armoires ainsi que la formation des opérateurs et personnels de maintenance.
«
Maintenant, PC et automate ont fusionné en un ensemble unique, simple, fiable, économique et compact, facile à installer, à câbler, à programmer, voire à modifier avec des fonctionnalités qui sortent d\'un cadre standard » souligne de son côté Hervé Nawrocki , Responsable BE Informatique chez Vernet Behringer.
Ce choix, c\'est aussi celui d\'avoir, dans les armoires des produits du commerce avec une optique de pérennité, de souplesse et de réactivité dans le cas d\'améliorations. En effets, après avoir exploité leurs machines certains clients demandent des extensions périphériques tels qu\'amenages des tôles ou profilés en amont et évacuation des pièces et chutes en aval des machines.
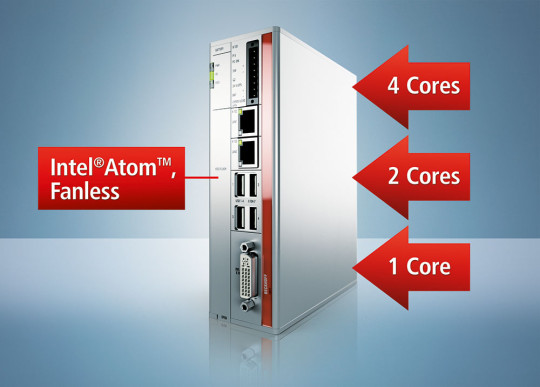
La nouvelle génération de PC industriels disponibles pour le concept de commande basé sur EtherCAT remplace les cartes de bus de terrain plus coûteuses.
Les PC sont dotés de deux interfaces Ethernet destinées tant aux applications informatiques qu\'aux automatismes. Associés au logiciel ProNC2 de Vernet Berhinger, le PC, organise également des tâches variées, comme la commande d\'autres acteurs du processus d\'usinage ou d\'installations logistiques, la mise en réseau d\'éléments, la saisie de données et le traitement des entrées et sorties.
Pour l\'utilisateur, ces possibilités améliorent qualité et temps de réaction de sa machine tout en autorisant une liaison réseau avec importation de fichiers d\'usinage.
Cycles de perçage, taraudage, pointage, lamage sur perceuse, commande de lubrification, mesures automatiques des longueurs, systèmes anticollision des chariots ou des torches, commande des pinces, butées numériques, pré positionnement des pièces, palpage horizontaux et verticaux, éjection, ripeurs et lifts de chargement ou transferts des longueurs des forêts sur perceuses, système de lève tôle en entrée et sortie de machine, protection des torches de découpe, gravure des pièces, pilotage des sources plasma ou des torches d\'oxycoupage, logiciel d\'imbrication. Dorénavant, l\'ordinateur, s\'occupe de tout.
«
C\'est le logiciel qui remplace les systèmes de commande basés sur des solutions matérielles traditionnelles. Nous avons développé des blocs de fonction interchangeables sur plusieurs machines. A l\'avenir, cette architecture permet de concentrer plus de savoir-faire dans la partie CN avec des possibilités de gérer voire de regrouper de nombreux axes, de pratiquer des interpolations et d\'envisager des cames électroniques » reprend Hervé Nawrocki.
Montés sur rail DIN les PC industriels offrent une plate-forme de commande compacte et moderne. Protégés dans des armoires ventilées et régulées en température, ils sont équipés de processeurs de dernière génération et sont livrés sur demande sans pièces mobiles.
Plus compactes que par le passé grâce à l\'adoption du PC, les armoires électriques sont aussi plus légères, plus faciles d\'accès et bien plus rapides et simples à câbler. En outre, elles sont étanches et climatisées.
La commande installée au plus proches des éléments dynamiques des machines est constituée d\'une console avec écran TFT 15 pouces avec clavier étanche et souris intégrée. Toute communication entre applicatif et opérateur s\'effectue sous Windows XP pro (multilingue) avec naturellement le logiciel, TwinCAT CNC de Beckhoff, application performante pouvant aligner jusqu\'à 64 axes/broches en plusieurs canaux. Des tâches relatives aux mesures par exemple peuvent être intégrées dans la commande de manière simple sans nécessiter d\'appareils spéciaux onéreux.
Autre atout absolument primordial, c\'est la possibilité d\'effectuer un Service Après Vente à distance via internet grâce à l\'outil TwinCat embarqué sur chaque PC.
«
Même à distance, nous avons une vue globale de la machine, de ses automatismes et de son environnement ce qui facilite des assistances rapides tout en économisant temps et énergie avec plus de 80% des problèmes résolus sans déplacement. Ce mode de dépannage est facilité car toutes les informations sont récupérées et centralisées par le PC » conclut Hervé Nawrocki.
Jean Guilhem