L'an dernier HEIDENHAIN lançait pour l'iTNC 530 son nouveau système d'exploitation "smarT.NC" que l'opérateur peut utiliser en alternative au dialogue conversationnel Texte clair. HEIDENHAIN a décidé de frapper fort et de déclencher un véritable feu d'artifice à l'occasion de l'EMO en innovant largement sur son iTNC 530. De nombreuses fonctions conçues pour l'opérateur améliorent la convivialité d'utilisation. Par ailleurs, le constructeur de machines tout comme l'opérateur retiendront tout particulièrement la nouvelle fonction "DCM" (contrôle dynamique de collision dans la zone d'usinage) !
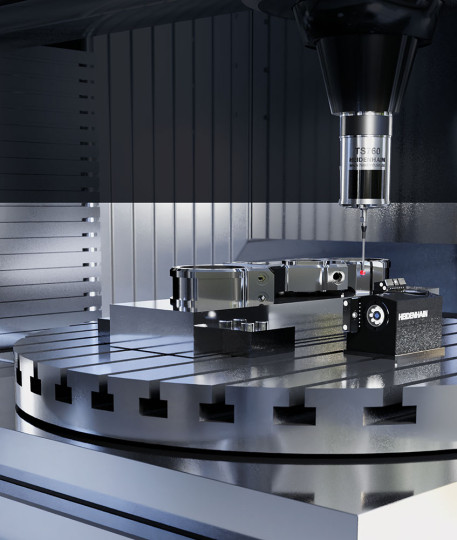
Contrôle dynamique de collision dans la zone d'usinage (Dynamic Collision Monitoring = DCM)
Les avantages et le caractère indispensable d'un tel contrôle tombent sous le sens: Les accélérations et vitesses des centres d'usinage actuels augmentent sans cesse. Un exemple: En avance rapide à 60 m/minute, l'axe a déjà parcouru 1 mètre en une seconde! ... L'opérateur devra donc avoir de très bons réflexes pour appuyer à temps sur le coup de poing d'arrêt d'urgence s'il veut éviter la collision! Et dans le cas d'un usinage 5 axes de moules complexes, les déplacements des axes peuvent s'avérer assez imprévisibles. En effet, ces programmes CN généralement créés par des systèmes CAO sont certes capables d'éliminer les risques de collision entre l'outil et la pièce mais ils ne savent pas prendre en compte les parties de la machine à l'intérieur de la zone d'usinage.
Et même en procédant à une simulation externe de la machine, on ne pourra jamais être certain que la simulation va bien reproduire avec précision les conditions sur la machine elle-même (par exemple, la position exacte du bridage). La collision n'est parfois détectée qu'en cours d'usinage!
D'où le caractère vital du contrôle dynamique de la zone d'usinage de l'iTNC 530: S'il y a risque de collision, la CN stoppe immédiatement l'usinage. La sécurité de la machine et des personnes y gagne et ce contrôle permet d'éviter les dommages à la machine et les temps morts coûteux.
Sur l'iTNC, l'opérateur bénéficie des avantages flagrants du contrôle dynamique de la zone d'usinage, non seulement en mode Automatique (c'est-à-dire en mode Exécution de programme CN "en continu") mais aussi lorsqu'il utilise les modes manuels: Admettons que l'opérateur soit en train de dégauchir une pièce qui se trouve sur la trajectoire de collision d'une partie de la machine située dans la zone d'usinage, celle-ci est alors détectée par l'iTNC 530 qui stoppe le déplacement de l'axe en délivrant une alarme ou un message d'erreur.
Pour ne pas pénaliser l'action de l'opérateur, trois degrés d'alarme ont été prévus en fonction de la distance séparant deux parties de la machine: Pré-avertissement, avertissement et message d'erreur. Et bien sûr, l'iTNC 530 signale les parties situées sur la trajectoire de collision.
De son côté, le constructeur de la machine aura enregistré dans la CN les données géométriques et la cinématique de toutes les parties de la machine concernées. Pour ne pas trop solliciter la puissance du processeur, il exclura d'office les éléments qui ne comportent aucun risque de collision. A son tour, l'utilisateur pourra ensuite exploiter pleinement le contrôle de la zone d'usinage.
Mais le contrôle DCM devra bien évidemment faire une exception à cette règle en autorisant une collision... celle de l'outil avec la pièce. Car le but reste tout de même l'usinage d'une pièce!
Nouvelle fonction "Import DXF" pour toujours plus de convivialité
De nombreuses extensions viennent désormais compléter le nouveau système d'exploitation smarT.NC créé l'an passé. Parmi elles, des fonctions TNC spécialement conçues pour les besoins de l'opérateur et tout particulièrement la fonction "Import DXF".
Le fichier DXF est importé dans l'iTNC via le réseau ou la clé USB Stick. On l'ouvre ensuite, comme un programme CN, dans le gestionnaire de fichiers. En cliquant avec la souris, l'opérateur affiche ou occulte les couches (différents niveaux de plan) du fichier DXF et, lorsqu'il sélectionne le contour d'usinage, il élimine ainsi toutes les informations dont il n'a pas besoin. Et si des portions d'un tracé de contour sont déviées par erreur vers d'autres couches, le constructeur le voit aussitôt sur l'écran de l'iTNC. Ceci n'empêchera pas l'opérateur de sélectionner ensuite ce tracé de contour "éclaté".
La définition du point d'origine pièce est largement simplifiée. Si l'opérateur ne peut pas exploiter directement le point zéro du plan du fichier DXF comme point d'origine pièce (notamment si le plan comporte plusieurs vues), il utilise alors cette fonction de l'iTNC: Pour cela, il lui suffit de cliquer sur un élément pour faire glisser le point zéro du plan à un endroit pertinent. Et s'il est embarrassé par plusieurs points d'intersection (droite/cercle, par exemple), il choisit avec la souris le point d'intersection qu'il veut utiliser.
Détection automatique du contour par l'iTNC: Pour sélectionner le contour, on clique sur n'importe quel contour partiel. Dès que l'on clique sur l'élément suivant, l'iTNC reconnaît le sens de la trajectoire et lance la détection automatique du contour. Elle sélectionne alors automatiquement tous les éléments de contour clairement définis jusqu'à ce que le contour soit fermé ou rattaché à un autre contour. Une puissante fonction zoom (fichier dxf_zoom.bmp) ainsi que diverses options de configuration (fichier dxf_settings.bmp) viennent compléter la fonctionnalité du convertisseur DXF.
Avec cette fonction Import DXF, l'utilisation de l'iTNC est encore largement facilitée!
La TNC 320 ? une nouvelle commande de contournage HEIDENHAIN
Pendant plus d'une dizaine d'années, la commande de contournage compacte TNC 310 a fait son chemin. La nouvelle TNC 320 de HEIDENHAIN qui la remplace a intégré les évolutions techniques (écran, clavier, nouvelles technologies) qui la font maintenant davantage se rattacher aux autres commandes haut de la gamme de HEIDENHAIN. Ainsi, un utilisateur qui connaît les TNC 400 et l'iTNC 530 n'aura aucun mal à se familiariser avec la TNC 320. Hormis le clavier alphabétique, le clavier se présente de la même manière que sur les grosses TNC.
Même chose pour l'écran couleurs LCD 15 pouces qui s'apparente à celui de l'iTNC 530: Pour l'usinage et la programmation, la nouvelle TNC 320 propose donc deux barres de softkeys. Les touches horizontales directement en dessous de l'écran sont destinées avant tout à la programmation. La barre verticale de softkeys est réservée au constructeur de la machine qui peut leur attribuer diverses fonctions-machine.
La TNC 320 frappe par son design compact. Derrière son grand écran couleurs LCD 15 pouces (résolution XGA, 1024 x 768 pixels) et son clavier, elle dissimule son calculateur principal MC 320 avec processeur Intel performant doté d'une fréquence d'horloge de 400 MHz. Une mémoire principale de 256 Mo permet d'exécuter allègrement les simulations graphiques les plus lourdes. Tous les éléments sont compactés en une même unité. Une carte mémoire CompactFlash permet de mémoriser les données des programmes CN et de l'automate. Elle est robuste, très résistante aux chocs mécaniques garantit une grande sécurité de sauvegarde des programmes.
La TNC 320 est conçue pour équiper les machines simples 3 axes, les perceuses ou le retrofit.