Pour croître dans le domaine actuel de la production, les ateliers d'usinage doivent consolider leurs opérations, automatiser, augmenter l'efficacité, capturer et analyser les données, etc. pour exploiter pleinement les opportunités offertes par des industries florissantes telles que l'aérospatial. Pour ce faire, il faut non seulement disposer d'un équipement de haute précision et de technologies avancées mais aussi d'une approche processus et stratégique bien définie.
C'est précisément le chemin que Linda Tool, un atelier d'usinage de New York, a parcouru quand la crise économique faisait rage. Mike DiMarino, propriétaire de Linda Tool, a tiré cette conclusion en 2008 alors que le secteur de la production, à l'instar d'autres industries, dépérissait. «
Au début de la crise économique, lorsque les activités se sont raréfiées, nous avons réalisé que l'ancien modèle impliquant un opérateur par machine n'était absolument pas viable. Nous avons donc sérieusement examiné notre situation et compris que si nous voulions perdurer, nous allions devoir mettre en place une toute nouvelle stratégie. Nous avons notamment réalisé qu'un changement stratégique était nécessaire lorsque nous avons décidé de nous spécialiser dans l'usinage plus avancé après qu'un important fournisseur aérospatial nous a donné l'opportunité de fabriquer des pièces pour son compte. Même si c'était risqué, nous avons décidé de nous lancer et de devenir un fournisseur « dock-to-stock » aérospatial de rang 2 et d'obtenir la certification AS9102 », raconte M. DiMarino.
Un objectif ambitieux comme celui-ci nécessite de nombreux changements notamment concernant l'outillage avancé et l'usinage 5 axes. Pour un atelier d'usinage dont l'activité principale était le tournage avec des opérations de fraisage secondaires sur des centres d'usinage verticaux conventionnels, ce projet représentait une étape majeure. Fermement décidé, M. DiMarino s'est lancé et a acheté les technologies nécessaires. Durant ce processus, lui et Dave Holmes, le directeur de la production de Linda Tool, ont découvert qu'en plus de l'outillage innovant et de l'usinage 5 axes, l'usinage aérospatial nécessitait également un programme logiciel de FAO.
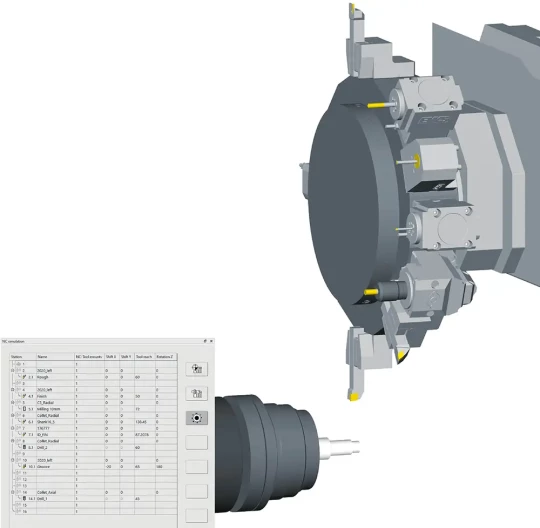
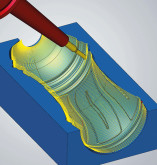
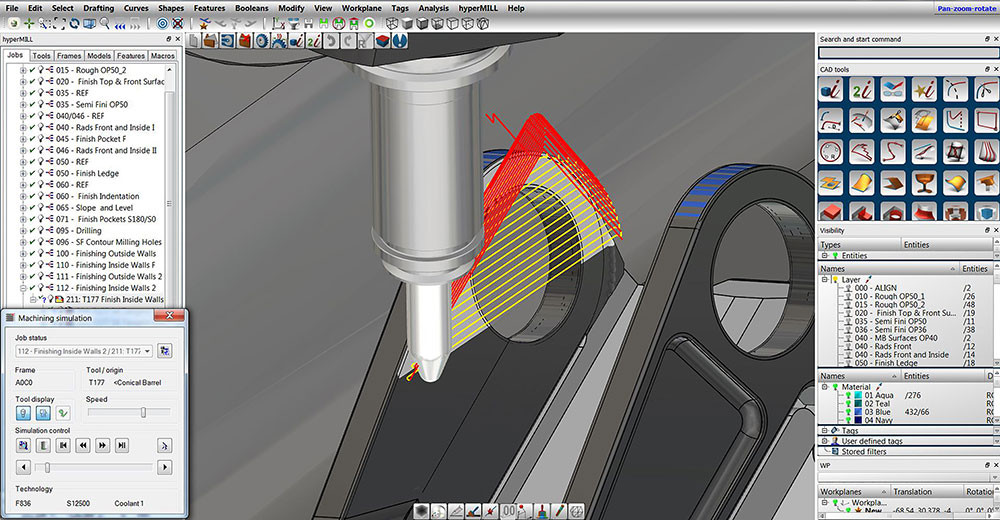
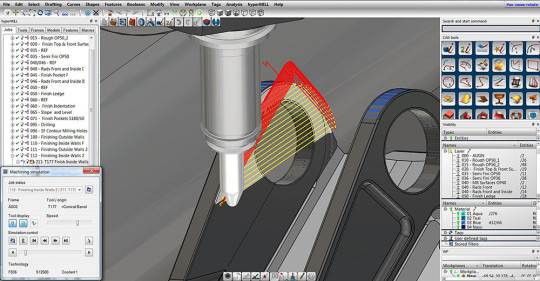 Simulation d'usinage avec hyperMILL Machine Simulation
Simulation d'usinage avec hyperMILL Machine SimulationCasser les codes
Avec son atelier d'usinage de précision situé à New York, son approche respectueuse de l'environnement et son changement de stratégie en pleine crise économique, Linda Tool casse les codes. Fondé en 1952, l'atelier qui compte aujourd'hui 28 employés est installé dans un bâtiment discret de Red Hook, un quartier de Brooklyn. Une fois à l'intérieur, on entend le bourdonnement des nombreuses et diverses machines de pointe - centres d'usinage 3, 4 et 5 axes, tours polyvalents, MMT, etc. - qui usinent avec précision des pièces et composants destinés à différents secteurs (aérospatiale et défense, industrie, médecine, pétrole et gaz et télécommunications). Ce qui se trouve au-dessus de l'atelier est encore plus intéressant : toute la surface du toit abrite un jardin où les employés font pousser des légumes et des fleurs. Linda Tool aspire à avoir une empreinte carbone faible. Toutes les machines sont équipées de collecteurs de brouillard d'huile, un système CVC doté d'une filtration HEPA fonctionne en continu, le toit-jardin permet de réduire l'énergie utilisée pour le chauffage et la climatisation et tous les déchets sont recyclés.
L'élément le plus important de l'approche inhabituelle de Linda Tool est probablement le processus de production en lui-même, qui commence par la fin et non par le début. «
Un aspect clé de la nouvelle stratégie que nous avons mise en place en 2008 était de déterminer d'abord la pièce finie puis de définir chaque étape de production nécessaire pour créer une pièce qui réponde aux attentes voire les dépasse. Cela débute quand nous décidons de fabriquer la pièce et chaque étape est documentée, ce qui permet de gagner du temps et de maximiser la qualité et la cadence. Nous travaillons en équipe en appliquant une approche axée sur le processus de production », explique D. Holmes.
Découvrir un nouvel angle
L'approche axée sur le processus a poussé Linda Tool à chercher une solution pour usiner des pièces forgées pour train d'atterrissage en aluminium 7075. «
Lorsqu'une importante opportunité de contrat (portant sur une pièce plate en forme de fer à cheval avec des angles intérieurs étroitement empochés) pour le secteur aérospatial s'est offerte à nous, nous avons essayé de trouver une manière d'usiner efficacement la pièce par découpage de surface, fraisage en roulant ou en utilisant une fraise à bout hémisphérique. Nous avions investi dans une technologie 5 axes de pointe en achetant un centre d'usinage C22 Hermle, la meilleure machine pour usiner cette pièce, mais nous ne savions pas comment procéder. Nous avions besoin d'une solution plus pratique permettant d'obtenir une cadence et une efficacité maximales.
Nous avons examiné le pack logiciel de FAO avancé hyperMILL® de OPEN MIND Technologies AG. Nous nous sommes intéressés aux fonctionnalités hyperMILL® MAXX Machining hautement recommandées. Nous avons découvert qu'une des fonctionnalités de programmation innovantes permettait d'augmenter considérablement le taux d'enlèvement de matière à l'aide de fraises tonneaux coniques - également appelées fraises à segment de cercle », expose D. Holmes. OPEN MIND a développé le concept d'usinage à l'aide de fraises tonneaux coniques avec des outils coniques qui ont également une large surface de rayon dans l'angle. Enfin, le logiciel allié à des fraises réduit de jusqu'à 90 % la durée d'usinage obtenue avec des outils à bout hémisphérique conventionnels.
Les fraises à segment de cercle d'Emuge présentent une forme conique au niveau de la zone coupante qui offre un rayon extralarge. Le large rayon en contact avec la matière réduit considérablement le nombre d'approches nécessaire car il est possible de faire des trajets bien plus larges à chaque passe d'outil, ce qui permet d'enlever plus de matière par trajet d'outil sur les surfaces planes, réglées et les poches intérieures.
«
Nous avons travaillé étroitement avec Emuge et OPEN MIND pour programmer la pièce et effectuer des essais de coupe. Nous voulions un processus stable et hautement efficace et nous l'avons obtenu. Nous sommes ravis », confie D. Holmes.
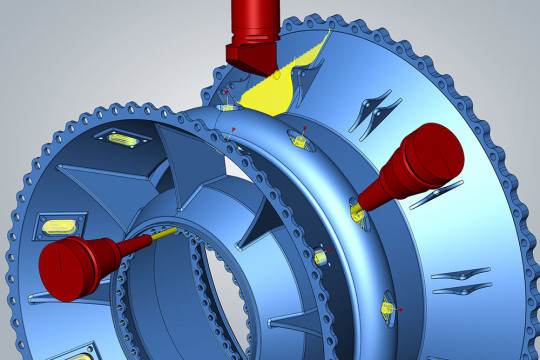
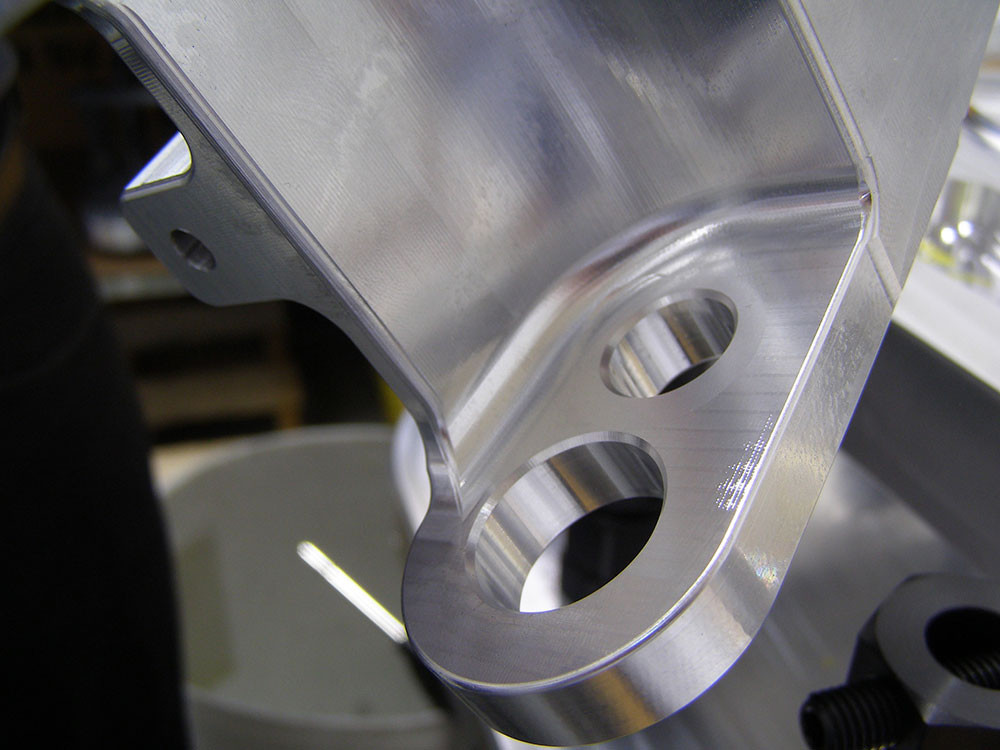
 Exemple de pièce usinée par Linda Tool
Exemple de pièce usinée par Linda ToolUn client hyper-satisfait
Le test a confirmé ce que Linda Tool savait déjà - la technologie 5 axes de pointe est la clé du succès de l'usinage aérospatial, et rien de tout cela n'est possible sans une solution logicielle de FAO performante. Même si Linda Tool a volontairement mis en place l'opération 5 axes via Hermle et le logiciel hyperMILL® MAXX Machining à un rythme assez lent sur 3 à 6 mois afin que l'atelier s'acclimate bien à la nouvelle approche, D. Holmes n'a pas été surpris de constater que tout marchait à merveille.
«
Nous savions qu'OPEN MIND a été l'un des premiers développeurs FAO à s'intéresser à la technologie d'usinage 5 axes, nous avions donc confiance en hyperMILL®. Nous avons dès le début obtenu des pièces parfaites », se souvient D. Holmes.
La suite logicielle de FAO hyperMILL® offre un large éventail de stratégies 5 axes performantes pour les géométries d'usinage exigeantes, les surfaces de forme libre et les cavités profondes à des niveaux d'efficacité maximaux. En fonction de la géométrie et du comportement cinématique de la machine, l'utilisateur peut choisir un usinage 5 axes avec un angle d'outil fixe, un indexage automatique ou un vrai usinage simultané. Tous les trajets d'outil sont générés entièrement automatiquement avec une fonction de contrôle et de prévention des collisions.
Le pack haute-performance hyperMILL® MAXX Machining offre trois modules performants pour le perçage, l'ébauche et la finition qui permettent d'atteindre des taux de productivité d'usinage extrêmement élevés. Le perçage hélicoïdal 5 axes ouvre de larges zones avant l'ébauche en utilisant un outil standard et un trajet d'outil hélicoïdal 5 axes pour enlever la matière et évacuer les copeaux avec efficacité. Pour un usinage fiable et rapide, le module d'ébauche offre des cycles de fraisage avec trajets d'outil trochoïdaux et spiralés ainsi que des options qui identifient les grands cercles ou triangles gravés sur les composants pour les usiner de manière optimale avec des trajets d'outil simples, finalisant la poche en déterminant les zones ayant encore de la matière. L'ajustement dynamique de la vitesse d'avance en fonction des conditions d'usinage réelles garantit constamment un usinage à la vitesse la plus élevée possible. Cela permet d'obtenir des trajets de fraisage optimaux avec un enlèvement de matière maximal. L'ébauche haute-performance de surfaces de composant prismatiques et courbes avec des techniques 5 axes est prise en charge.
Les algorithmes innovants du logiciel de FAO hyperMILL® garantissent l'enlèvement d'un volume de copeaux constant. Cela permet des taux d'utilisation élevés sans pour autant exposer l'outil à des contraintes inutiles. Résultat : les vitesses d'ébauche sont jusqu'à 70 % plus rapides que celles du fraisage conventionnel.
Avec l'usinage tangentiel des faces planes 5 axes innovant hyperMILL®, OPEN MIND a développé une stratégie unique pour l'usinage de surfaces planes. Combinée à des fraises tonneaux coniques, elle permet un gain de temps de jusqu'à 90 %. En outre, le large rayon des fraises tonneaux coniques rend possibles des largeurs d'approche de six à huit millimètres voire plus, ce qui permet d'obtenir des surfaces incroyablement lisses et de préserver les outils.
L'usinage tangentiel des faces planes 5 axes et l'usinage tangentiel 5 axes, qui sont utilisés pour la pièce de train d'atterrissage de Linda Tool et qui sont adaptés à la fois aux surfaces planes accessibles et difficiles d'accès, permettent également un haut degré de précision qui dépasse les possibilités offertes par les fraises hémisphériques. Les valeurs de rugosité mesurées sont souvent cinq à dix fois moins élevées que celles mesurées avec des fraises hémisphériques.
Avec le logiciel hyperMILL®, le post-traitement est pratiquement sans défaut et sans aucun doute le plus fiable de l'industrie. «
hyperMILL® post-traite rapidement mais ce qui nous a le plus impressionnés c'est sa fiabilité et sa répétabilité. Au début, j'étais un peu sceptique quand OPEN MIND l'a implémenté et nous a donné le feu vert mais j'avais tort. Le processus est si stable et éprouvé dans notre atelier que nous n'avons pas besoin de vérifier les pièces. En réalité, nous aurions pu gagner au moins 2 mois si nous avions écouté OPEN MIND dès le début et cru au fait que ce processus marcherait tout de suite. Le logiciel fonctionne bien et s'avère si crucial pour notre cadence que nous prévoyons d'intégrer hyperMILL® dans l'ensemble de l'atelier. Le fait d'avoir une relation solide aide. Notre partenariat avec OPEN MIND est très fructueux. Leur assistance est rapide et exceptionnelle », explique D. Holmes. Anna Litovskaya, programmeuse à Linda Tool, ajoute : «
Je suis ravie de travailler avec hyperMILL®. Ce logiciel nous aide beaucoup et je l'utilise pour pratiquement toutes les programmations de pièce que nous effectuons. »
Viser plus haut
Beaucoup de choses ont changé chez Linda Tool depuis que la nouvelle stratégie a été mise en place il y a plus de 10 ans. Les activités ont doublé et l'entreprise est désormais un fabricant aérospatial bien établi alors que l'effectif de l'atelier est resté le même - ce qui est très révélateur. «
Trois quarts de nos employés utilisaient les équipements. Aujourd'hui, cette part s'élève à moins de la moitié. Nous sommes plus flexibles. Les employés sont plus qualifiés et travaillent en équipe avec une approche processus bien définie », souligne M. DiMarino. Il ne fait aucun doute que la technologie a joué un grand rôle dans cette croissance.
«
Collaborer avec des entreprises de technologies de pointe telles qu'OPEN MIND a également grandement contribué à ce succès. Sans eux, rien de tout cela n'aurait été possible », résume M. DiMarino.