«
Auparavant, il nous fallait quasiment une semaine pour concevoir des moules complexes. Lorsque nous avons investi dans VISI, quelques jours ont suffi. Et c'est encore plus rapide maintenant »
Ces mots sont ceux de Mark Chapman, mouliste et secrétaire de la société familiale
Sharnold Ltd. Leurs moules sont conçus dans VISI, puis usinés avec des parcours générés par WorkNC, ce qui leur permet de respecter à chaque fois les tolérances très étroites dont ils ont besoin.
La société a été fondée en 1957, comme fabricant de moules en sous-traitance. Celle-ci a emménagé en 1970 dans ses locaux actuels de 325 m² dans le Northamptonshire, en Angleterre, avec dix employés. Elle est aujourd'hui dirigée par seulement quatre personnes : Maurice Chapman, ses deux fils Mark et Stephen, ainsi que Tracy, l'épouse de Stephen. Maurice a acheté des parts de la société en 1982, pour finalement devenir majoritaire.
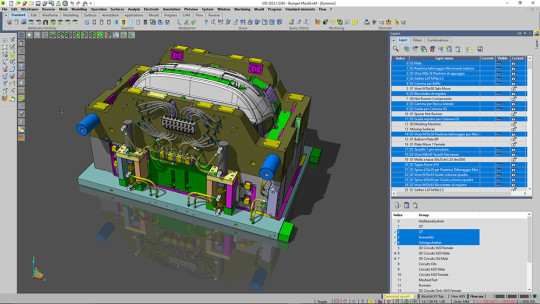
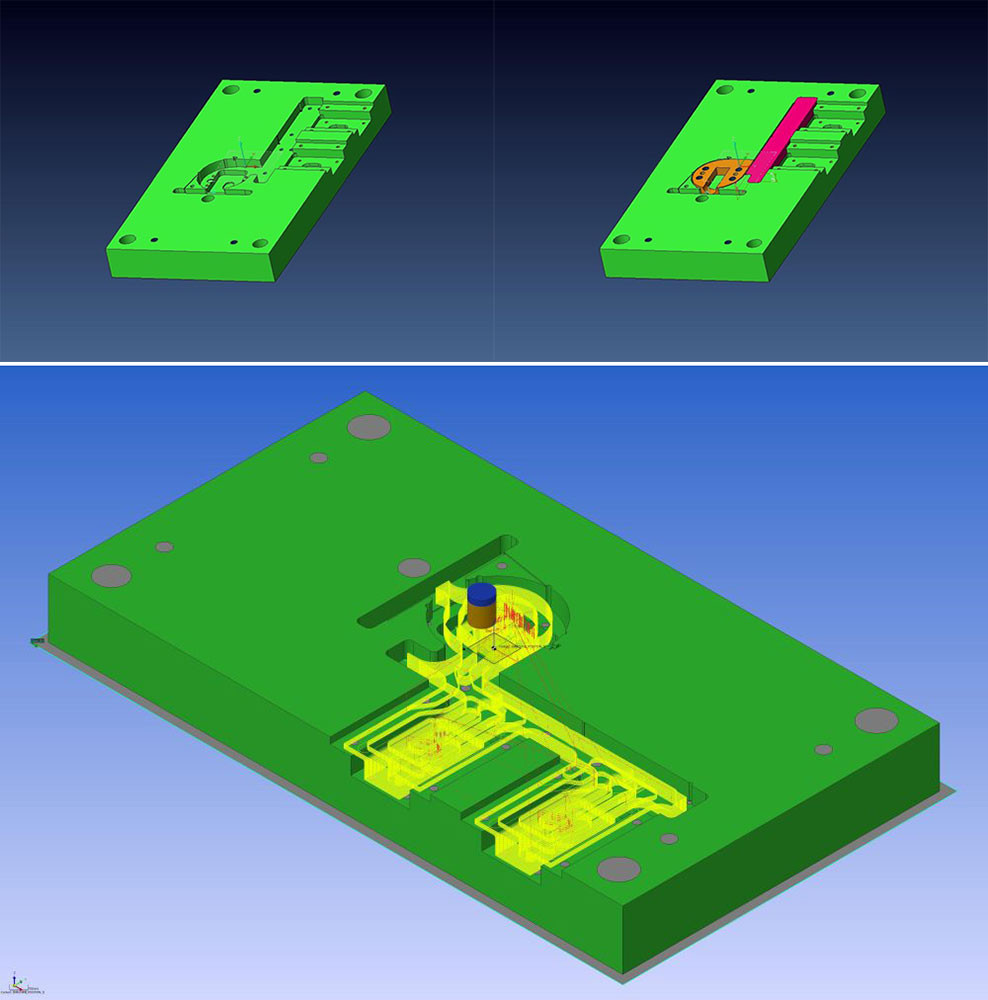
 La conception de moules par VISI, combinée avec le pilotage des centres d'usinage par WorkNC permet à Sharnold de respecter les tolérances requises
La conception de moules par VISI, combinée avec le pilotage des centres d'usinage par WorkNC permet à Sharnold de respecter les tolérances requises
Bien que la conception d'outillages pour les injecteurs représente une part importante de leurs activités, ils ont développé leur propre activité d'injection en 2000. Ils possèdent maintenant sept machines : deux Boys, deux Battenfelds et trois Arburgs. Grâce à ces machines, l'entreprise dispose d'une pression d'injection de 22 à 100 tonnes, ce qui lui permet de fournir des pièces en plastique moulées pouvant atteindre 230 grammes.
Alors qu’ils utilisent WorkNC de Vero Software pour usiner leurs moules depuis au moins 15 ans, VISI, également du même groupe, est un investissement relativement récent.
«
Il est déjà un élément vital pour notre activité, » déclare Mark Chapman. «
Les dessinateurs CAO produisent des pièces de plus en plus complexes, mais VISI nous permet de répondre à ces demandes facilement et rapidement. Ce qui auparavant nous posait problème est maintenant simple à réaliser. Par exemple, la production des lignes de plan de joint est désormais beaucoup plus simple, tout comme la génération des chariots. VISI a considérablement accéléré l'ensemble du processus de conception »
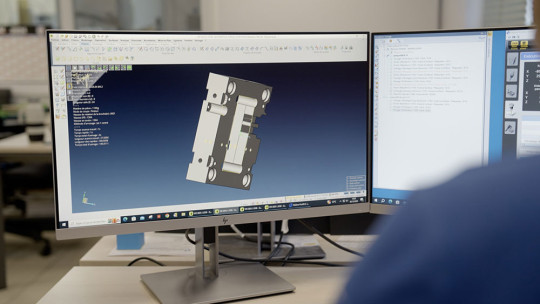
La conception de moules par VISI, combinée avec le pilotage du centre d'usinage 3 axes Hurco VMX et des centres de fraisage à banc fixe Hurco Hawk et XYZ par WorkNC, permet à Sharnold de respecter les tolérances requises (pouvant parfois atteindre plus ou moins 0,05 mm) pour l'ensemble de leur production. «
Chaque moule que nous produisons passe par les deux logiciels. L'utilisation des machines Hurco et de VISI nous permet de réduire de moitié le temps passé sur la conception et l'usinage. Le temps global passé sur la production de l'outillage complet est réduit d'un tiers. »
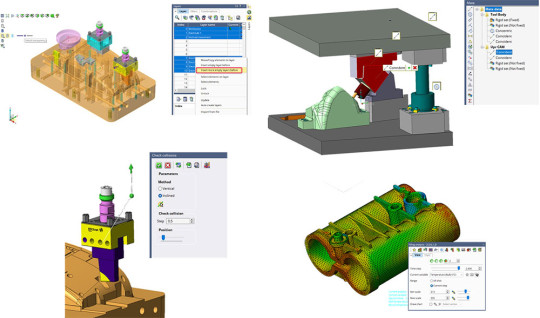
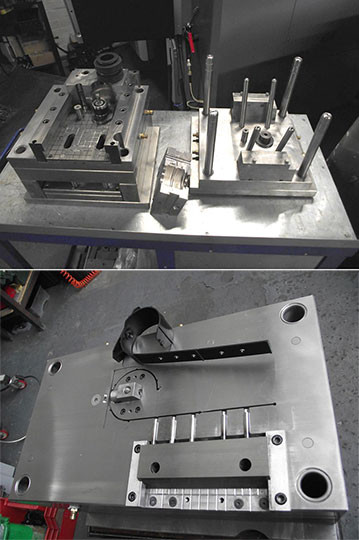
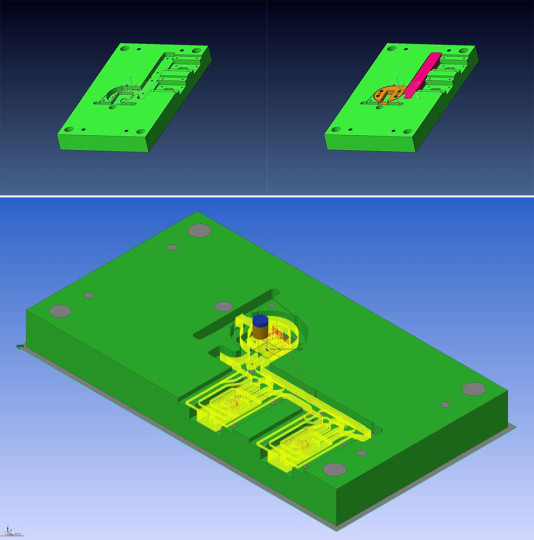
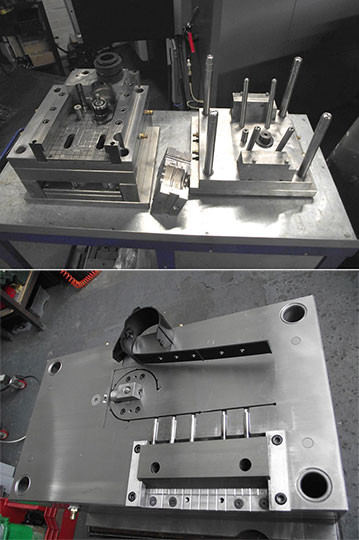 Exemples d'outillages usinés par Sharnold en associant VISI et WorkNC
Exemples d'outillages usinés par Sharnold en associant VISI et WorkNC
Il ajoute que leur process commence par le composant plastique ; qu'ils produisent l'outil pour un autre injecteur ou qu'ils utilisent leurs propres machines d'injection. «
Grâce à VISI, nous pouvons contrôler l'intégrité du modèle avant de commencer. L'application offre toute une gamme d'outils pour assurer que les surfaces sont jointes, car si nous essayons de travailler avec un modèle mal conçu, le moule ne fonctionnera pas.
Je contrôle les géométries avec la fonction d'analyse des dépouilles, pour m'assurer que les bons angles sont appliqués, puis je passe à la conception. Comme VISI dispose d'une grande bibliothèque de matières, avec leurs spécificités et leurs caractéristiques, il est facile d'appliquer le retrait plastique sur lequel je travaille. »
Il ajoute que la séparation de la partie fixe et de la partie mobile est rapide et facile, y compris avec des plans de joints décalés, comme pour coulisseaux et les zones délicates. «
Je peux rendre transparent à l'écran la partie fixe ou mobile, afin de voir l'intérieur et m'assurer que les faces sont jointes, et que tout fonctionne parfaitement. »
Une fois qu'il est satisfait de la séparation, il soustrait la pièce des inserts et établit la taille de l'empreinte autour de celle-ci. Alors que VISI sélectionne automatiquement la base du moule lorsque l'insert et la pièce sont terminés, il est particulièrement impressionné par la vitesse et la précision avec laquelle cela peut être manuellement ajusté ci-besoin. «
Lorsque je travaille sur des outillages multi-empreintes, VISI me permet de copier l'insert terminé dans la position suivante, et, lorsque l'opération est terminée, VISI sélectionne automatiquement la plaque support. Enfin, il existe des outils pour effectuer des modifications manuelles, si nécessaire. »
Il ajoute que le générateur de seuil d'alimentation et la bibliothèque d'éjecteurs contribuent à accélérer la conception. Le transfert depuis la CAO de VISI à la FAO de WorkNC est également rapide et simple. «
Je positionne chaque plaque dans un calque différent, afin d'avoir la plaque de bridage, la plaque porte empreinte de la partie fixe et la plaque porte empreinte de la partie mobile enregistrées individuellement en tant que fichiers VISI natifs. Comme WorkNC peut lire les fichiers VISI, il me suffit de les transférer. Je peux sortir une conception de plaque finalisée de VISI, et WorkNC génère les parcours en moins d'une minute. »
Les pièces moulées de Sharnold sont majoritairement destinées à l'automobile, les portes sécurisées, l'électronique, les bandes transporteuses, les industries aéroportuaires. Elles comprennent une sangle "Python" pour les brasseries, et un système de poulie pour un convoyeur à bande.
La sangle "Python" est utilisée pour fixer la tuyauterie menant des caves du pub aux tireuses du bar. Elle est fabriquée à partir de déchets plastiques broyés provenant d'autres procédés de fabrication. Après avoir été informés par Dirk Parker du projet de leur client L'Isolante K-Flex, basé dans le comté du Leicestershire (Angleterre), ils ont utilisé VISI pour créer l'outillage du moule à partir d'une pièce existante fabriquée auparavant suivant une méthode différente.
Le contrat pour le système de poulie est arrivé après la production d'un petit bloc de serrage pour Axiom GB. «
Nous avons produit environ 5 000 pièces, ce qui représentait leur premier investissement dans le moulage. Ce fut un tel succès qu'ils nous ont demandé de travailler sur les roues pour leur système de convoyage. Nous avons conçu le moule complet dans VISI, puis transféré les fichiers dans WorkNC pour l'usinage des plaques, des formes et des électrodes. »
Globalement, Sharnold fabrique une douzaine d'outils de moulage par an, allant de plaques de support de 75 mm² jusqu'à 445 mm², et expédie environ 40 produits moulés différents, totalisant 100 000 pièces par mois.
«
Pas si mal à seulement quatre personnes », conclut Mark Chapman. Stephen et lui, accompagnés par leur père Maurice, travaillent sur la conception et les opérations d'outillage. Tracy, quant à elle, s'occupe de la partie administrative.