En tant que fabricant de pièces pour moteurs d'avions, Aerotech Peissenberg (ATP) doit répondre aux exigences les plus élevées en matière de qualité, de fiabilité et de rapport qualité/prix. Pour y parvenir, il est nécessaire d'avoir en premier lieu des collaborateurs qualifiés ainsi qu'un savoir-faire à la pointe du progrès. C'est de cette façon, notamment en utilisant des stratégies d'ébauche innovantes tirées du pack haute performance hyperMILL MAXX Machining d'OPEN MIND, que la compagnie a réussi à réduire d'environ 30 % le temps d'usinage de divers composants.
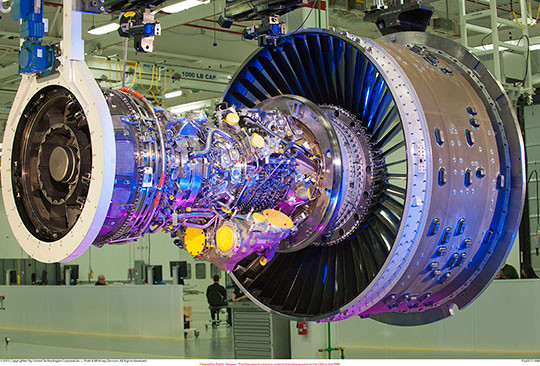
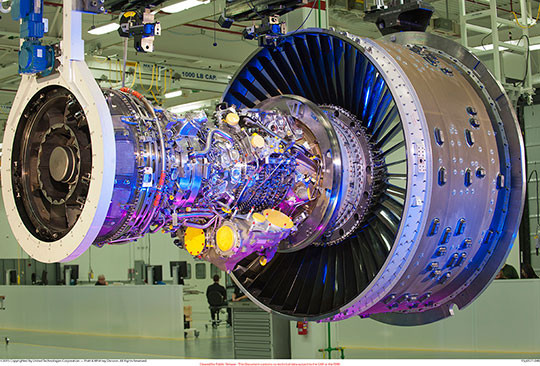 Tous les composants de moteurs doivent fonctionner parfaitement ensemble pour que les avions puissent décoller et atterrir en toute sécurité. Aerotech Peissenberg apporte presque toujours sa contribution en tant que fabricant de pièces tournantes et prismatiques.
Tous les composants de moteurs doivent fonctionner parfaitement ensemble pour que les avions puissent décoller et atterrir en toute sécurité. Aerotech Peissenberg apporte presque toujours sa contribution en tant que fabricant de pièces tournantes et prismatiques.
L'industrie aéronautique est très exigeante vis-à-vis de ses fournisseurs, cela concerne particulièrement les fabricants de pièces tournantes et prismatiques qui sont utilisées dans les réacteurs actuels. C'est la raison pour laquelle les conditions et les exigences sont strictes dans ce secteur. Aerotech Peissenberg GmbH, qui faisait auparavant partie du groupe MTU, a été fondé il y a environ 20 ans et ses collaborateurs sont parfaitement au courant des exigences élevées auxquelles ils doivent faire face.
Parmi les compétences principales de cette entreprise innovante, on retrouve l'usinage mécanique complexe, l'affinage de surfaces et le contrôle de divers composants stratégiques allant jusqu'à 1250 mm de diamètre qui proviennent d'alliages difficiles à usiner. Selon Tolga Bayraktar, Directeur technique chez Aerotech Peissenberg, ces composants sont utilisés dans presque tous les nouveaux moteurs à plusieurs étages. L'ingénieur en aéronautique ajoute : «
Cela me donne l'impression d'être en sécurité lorsque je voyage en avion en tant que passager. En effet, presque tous les avions de transport dans le monde comportent des pièces de sécurité que nous fabriquons. »
Mais les experts d'ATP ne sont pas uniquement demandés en raison de leur riche savoir-faire en matière de production. Comme l'explique Tolga Bayraktar, on fait déjà appel à leur savoir au stade du développement de nouveaux composants : «
Ce sont naturellement nos clients qui émettent des idées de conception pour les pièces de réacteur. L'expérience de nos collaborateurs reste toutefois très importante en ce qui concerne la fabrication orientée vers l'usinage. » En fin de compte, ce n'est pas uniquement la fonctionnalité des disques aubagés monoblocs, des turbines, des bobines, des anneaux, des boîtiers, etc. qui est importante. Une fabrication rapide et économique est toute aussi importante, c'est ce qu'on appelle « Design to cost » (ou « conception par les coûts »). Grâce à leur savoir, les concepteurs d'Aerotech contribuent à l'optimisation des technologies et des processus de production.
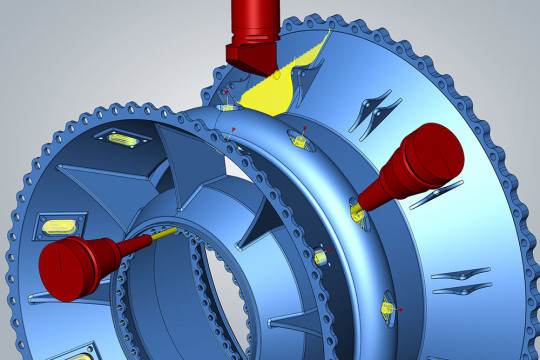
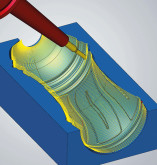
 Le programme NC créé via hyperCAD-S et hyperMILL sert de base pour faire en sorte que des composants, comme cette turbine, puissent être fabriqués rapidement et avec précision.
Le programme NC créé via hyperCAD-S et hyperMILL sert de base pour faire en sorte que des composants, comme cette turbine, puissent être fabriqués rapidement et avec précision.ATP propose une large gamme technologique
À Peißenberg, le travail commence une fois que le développement est terminé, que le design d'un composant a été choisi et que les instructions ont été données. On commande la matière première et tous les processus de fabrication sont définis le long de la chaîne logistique interne et externe. C'est là que la large gamme technologique d'ATP s'avère utile. Elle va du tournage et du fraisage CNC jusqu'aux technologies d'usinage combinées et au brochage en passant par l'équilibrage, la découpe plasma, la gravure, le nettoyage, la détection de fissures, le marquage et les mesures de haute précision.
Les sous-traitants en moteurs d’avions investissent régulièrement dans de nouvelles machines dans le but de pouvoir garantir un processus de fabrication efficace. Ces machines sont principalement utilisées pour des nouveaux produits ou lorsque l'on s'attend à des gains de productivité significatifs. Dans ce but, on « gèle » tous les processus, les machines, les outils, etc. une fois que le client a donné son accord. Pour effectuer d'éventuelles améliorations, il faut une nouvelle autorisation compliquée à obtenir qui demande du temps et de l'argent. Pour Tolga Bayraktar, expert aguerri en aéronautique, c'est une évidence : «
C'est dans le secteur de l'aéronautique que les pièces de sécurité ont le plus d'importance. Il est dès lors logique que nos clients aient besoin de la transparence de production complète que nous leur garantissons. »
Le fait que notre chiffre d'affaires ne cesse d'augmenter depuis des années laisse supposer que nos clients sont entièrement satisfaits. C'est surtout en matière de savoir-faire, de qualité et de fiabilité que l'entreprise reçoit constamment des avis positifs. Selon Tolga Bayraktar, les seuls inconvénients liés à la localisation du site pour Aerotech Peissenberg concernent les coûts : «
Ici, les salaires sont nettement plus élevés qu'en Extrême-Orient. Mais nous arrivons à compenser ces inconvénients grâce aux idées créatrices et au savoir-faire de nos collaborateurs et de nos partenaires. Grâce à cela, nous sommes plus que compétitifs. »
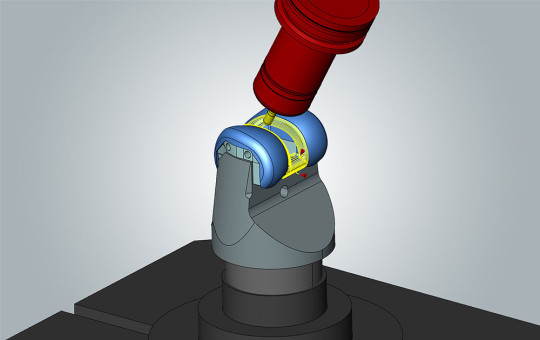
 Hermann Stork, programmeur CN, crée un programme NC avec hyperCAD-S et hyperMILL d'OPEN MIND en se basant sur le modèle CAO fourni par le client ainsi que sur une liste de données sur laquelle figurent des indications de dimension et de tolérance.
Hermann Stork, programmeur CN, crée un programme NC avec hyperCAD-S et hyperMILL d'OPEN MIND en se basant sur le modèle CAO fourni par le client ainsi que sur une liste de données sur laquelle figurent des indications de dimension et de tolérance.La programmation FAO optimisée augmente la productivité industrielle
Le directeur technique prend pour exemple diverses améliorations dans le secteur de la programmation FAO qui ont pu être réalisées grâce à la collaboration entre ses programmeurs et les experts d'OPEN MIND Technologies AG, à Weßling en Allemagne. Ce qui a commencé il y a environ dix ans avec les premières applications de hyperCAD et hyperMILL, s'est aujourd'hui étendu à tous les travaux de programmation pour des fraiseuses et s'est aussi successivement mis en place pour l'usinage par fraisage-tournage ou par tournage. Le fait que hyperMILL soit bien relié à la gestion des outils ainsi qu'au logiciel de gestion de l'entreprise est notamment utile.
De plus, Hermann Stork, Directeur de la programmation NC, se réjouit du potentiel d'innovation élevé d'OPEN MIND : « En tant que testeur bêta, nous sommes toujours au courant des améliorations apportées à hyperMILL et nous pouvons témoigner de la vitesse et de la qualité du travail de l'entreprise. C'est pourquoi nous avons l'impression d'être entre de bonnes mains. »
Aerotech Peissenberg a effectué plusieurs tests comparatifs pour vérifier ce qu'apportaient en pratique les dernières améliorations. Par exemple, les opérations d'ébauche de parties de boîtier en acier fortement alliées sont programmées avec ou sans le module d'usinage haute performance du pack hyperMILL MAXX Machining. Résultat : le temps d'usinage pourrait être réduit d'environ 30%. Des économies semblables ont pu être réalisées grâce à une stratégie de fraisage améliorée lors de la fabrication d'un cône fait à partir de métal pulvérulent.
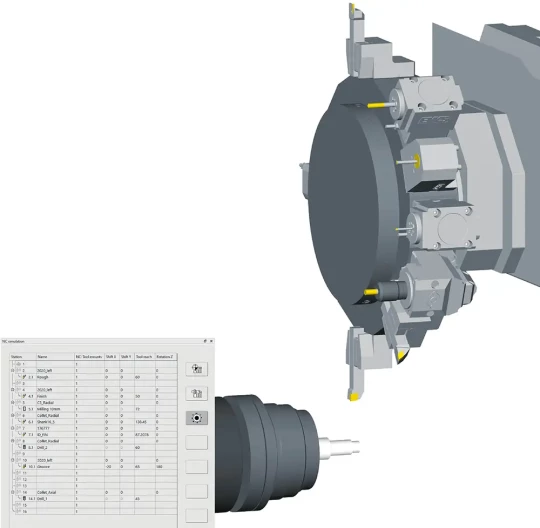
 Le programme est traduit par le post-processeur puis transmis à la machine via réseau. Les experts NC d'Aerotech Peissenberg optimisent dans plusieurs boucles itératives les programmes de composant jusqu'à la réception finale par le client. Aucun changement ne peut être apporté à l'ensemble du processus de production une fois l'autorisation finale reçue.
Le programme est traduit par le post-processeur puis transmis à la machine via réseau. Les experts NC d'Aerotech Peissenberg optimisent dans plusieurs boucles itératives les programmes de composant jusqu'à la réception finale par le client. Aucun changement ne peut être apporté à l'ensemble du processus de production une fois l'autorisation finale reçue.
Le secret du module d'ébauche hyperMILL MAXX Machining se trouve dans la répartition intelligente de trajets d'outils en spirale ou similaires à des trochoïdes ainsi que dans l'adaptation dynamique de l'avance aux conditions de coupe. On peut ainsi atteindre un volume maximal de copeaux. Selon Andreas Leser, Directeur des ventes en Allemagne chez OPEN MIND, le module d'ébauche HPC haute performance peut donc être utilisé pour tous les types d'usinage, que ce soit pour des opérations 2 axes, 3 axes et 5 axes. Il ajoute : «
Nos clients profitent également de notre rôle de pionnier en matière de technologie 5 axes. En effet, hyperMILL permet de fabriquer en 5 axes des composants de forme, et ce de façon unique. »
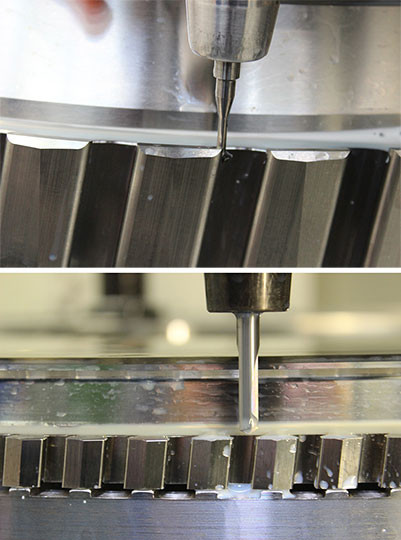
Hermann Stork, programmeur chez ATP, note des gains de productivité semblables en utilisant un disque rotatif dont les bords de ce qu'on appelle la fente de chargement ont été ébavurés avec un petit outil. Cette technique porte le nom de MEP (Mechanical Edge Process). Seul l'usinage 5 axes avec hyperMILL permet d'obtenir des processus de fabrication de haute précision.
Nouvelles fonctions pour hyperCAD-S et hyperMILL
La coopération étroite entre les partenaires se distingue également par le fait que de nouvelles fonctions supplémentaires dans hyperCAD-S et hyperMILL soient envisagées et ajustées. On peut notamment citer de nouvelles fonctions de tournage et de limitation d'avance optimisée lors du fraisage. Selon Hermann Stork, le fraisage sera à l'avenir tout aussi facile grâce à l'utilisation de têtes à renvoi d’angle.
Il est, également, entièrement satisfait de la facilité d'utilisation de hyperCAD-S. Il ajoute : «
Le logiciel actuel cache un potentiel énorme. Après avoir participé à une formation d'une semaine en CAO, d'une semaine en fraisage et de trois jours en tournage, je suis paré à presque toutes les éventualités. »