Grâce à des technologies innovantes, le ProfitMilling associe l’engagement angulaire, l’enlèvement de copeaux, les forces latérales de coupe et l’accélération de la machine, pour atteindre un résultat optimal.
Avantages :
- Temps de cycle réduit de 75% *
- Durée de vie de l’outil multipliée par 5*
- Temps de programmation plus court
- Consommation d’énergie réduite
- Productivité accrue, même avec des machines-outils de taille petite ou moyenne
- Disponible pour les cycles d’ébauche 2, 3, 4 ou 5 axes
*en comparaison avec l’usinage en cycle de poche classique
Le ProfitMilling est
un cycle d’ébauche « grande vitesse » basé sur une profondeur de coupe beaucoup plus importante et une vitesse d’avance décuplée. Plutôt que de contrôler un seul paramètre, le ProfitMilling prend en compte les principales caractéristiques de l’usinage, de la machine et de la géométrie.
Le ProfitMilling gère la taille des copeaux et les forces latérales de coupe dans le parcours d’outil, tout en conservant un angle d’engagement et un taux d’enlèvement matière dans l’intervalle donné.
Il incorpore aussi les changements dynamiques de vitesses d’avance tout au long du parcours et permet d’optimiser ce dernier selon les capacités spécifiques de la machine.
Comparaison ProfitMilling et usinage de poche traditionnel
Les limites de l’usinage en cycle de poche traditionnel :
• Les angles vifs requièrent une grande force de coupe, des accélérations, des arrêts
• Le rainurage sur le diamètre complet de l’outil entraîne de mauvaises conditions de coupe
• Les vitesses de coupe centre-outil sont uniformes
• Les angles d’engagement sont élevés
La programmation des pièces sous cette forme est moins efficace et demande une grande prudence.
Les avantages du ProfitMilling :
• Le parcours d’outil et ses transitions sont fluides
• Les rainures peuvent être usinées en trochoïdal
• La vitesse d’avance est variable et donc optimale, basée sur la géométrie
• Les coins sont traités spécifiquement, avec des engagements plus légers, éliminant les vibrations, et gardant un engagement angulaire constant
• Optimisation des mouvements de transition, avec faibles mouvements en Z pour réduire les retraits
La programmation des pièces sous cette forme permet la pleine utilisation des ressources matérielles et logicielles.
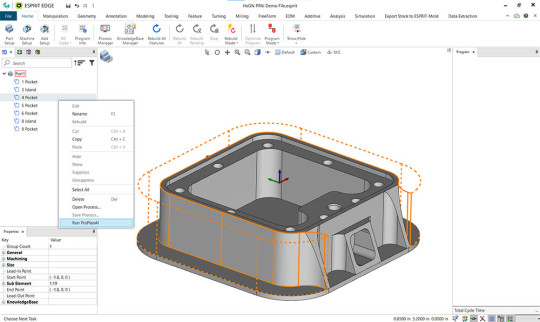
Comment programmer le ProfitMilling ?
• Doubler ou tripler les recommandations des fabricants d’outils pour les vitesses d’avance, ou les vitesses de coupes en mm/dent ou mm/minute. Ajuster par rapport à vos besoins de performance ou à vos contraintes d’usure d’outils.
• Pour l’acier, le titane ou autre métal dur, utiliser un engagement radial compris entre 27 et 37%. Pour des matériaux plus souples, prévoir un engagement juste en-dessous de 90%. La plupart des pièces peuvent être usinées sur une profondeur 2 fois plus grande que le diamètre de l’outil.
• Si possible, utiliser des outils au nombre de dents élevés. Le lubrifiant est inutile, son utilisation peut provoquer un choc thermal sur l’arête de coupe. Le parcours évacue toute la chaleur dans le copeau, épargnant l’outil et la pièce. De l’air comprimé peut aider à l’évacuation des copeaux.
• Vérifier les paramètres contrôle de votre machine. Assurez-vous que les vitesses d’avance soient bien obtenues.