Vos exigences sont des plus élevées en matière de battement radial des bagues et douilles à paroi mince, en matière de précision de la forme du profil de surface pour une bande de roulement afin que la durée de vie du palier à roulement soit supérieure ou en matière d'usinage intérieur et extérieur en un seul serrage, de manière que ces bagues puissent également être produites de façon rationnelle ?
STUDER fournit la solution avec le procédé de fabrication optimal : la rectification cylindrique avec un dispositif de rectification sur sabots ou, en plus bref, la rectification sur sabots ! Ce procédé STUDER permet d'obtenir des niveaux de précision impossibles à atteindre avec des processus de rectification classiques.
Le principe de la rectification sur sabots
Le serrage de la pièce à paroi mince de forme circulaire, en l'occurrence la bague de roulement, doit être réalisé de manière à ne pas la déformer et à garantir que le système de serrage fournisse la concentricité absolue du diamètre extérieur par rapport au diamètre intérieur.
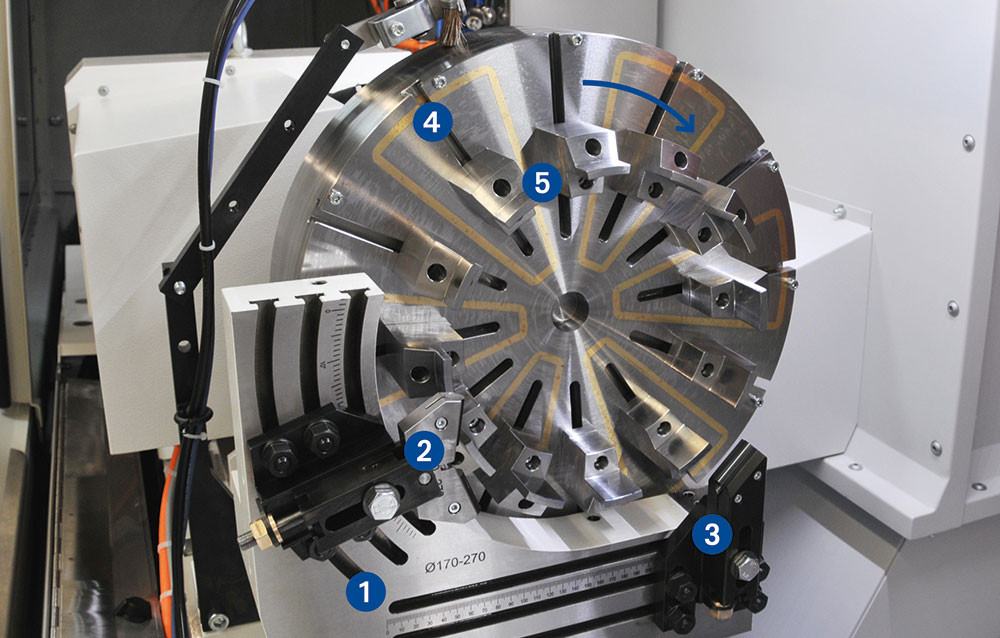
 Dispositif de rectification sur sabots STUDER dans l'espace de travail de la S41
Dispositif de rectification sur sabots STUDER dans l'espace de travail de la S41
Un mandrin de serrage à mâchoires (à 3 ou 6 mâchoires) n'est pas en mesure de satisfaire à ces deux exigences. De plus, il s'agit si possible de réaliser l'usinage du contour extérieur et du contour intérieur en un seul serrage. Dans le cas d'un dispositif de serrage à mandrin magnétique, la circularité de chaque pièce doit être corrigée manuellement au moyen d'un comparateur, ce qui demande beaucoup de temps et rend le chargement automatique impossible. Ce dernier point est un obstacle majeur à la production en masse indispensable pour l'indus-trie des roulements.
Le meilleur serrage d'une bague à paroi mince s'effectue avec une méthode qui sépare totalement le support de la pièce de l'entraînement en rotation (entraînement de la pièce) :
• Dispositif de rectification sur sabots comme appui de la pièce
• Mandrin électromagnétique pour l'introduction du couple (entraînement) et la fixation de la pièce
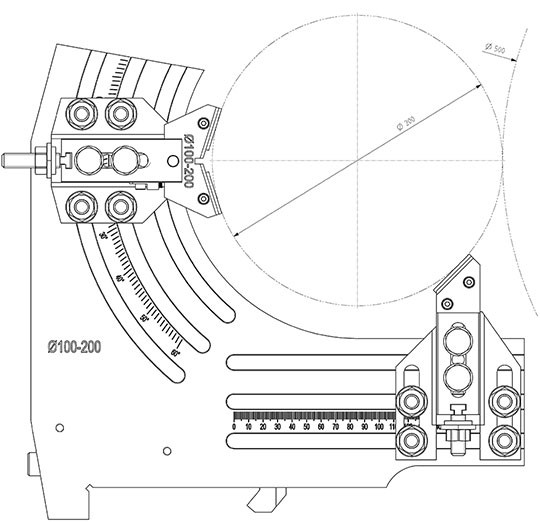
Structure des dispositifs de rectification sur sabots
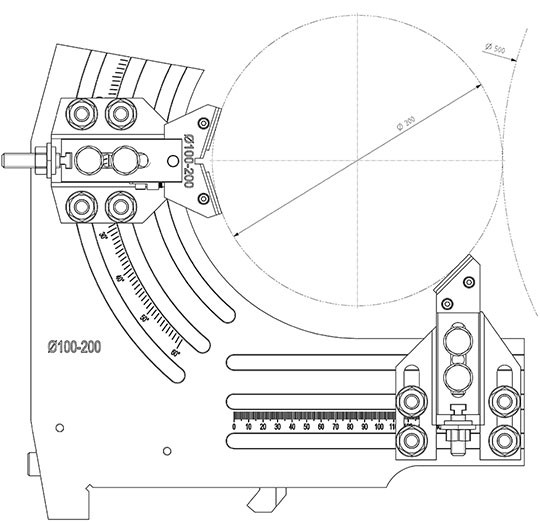
Dans l'image du dispositif de rectification sur sabots universel ci-dessous, la pièce n'est pas représentée pour que la structure soit plus visible.
 Dispositif de rectification sur sabots universel
Dispositif de rectification sur sabots universel
1. Dispositif de rectification sur sabots monté sur la table porte-pièce, déplaçable en di-rection Z.
2. Porte-sabot horizontal pendulaire à éléments de glissement universels, avec réglage de précision.
3. Porte-sabot vertical pendulaire à éléments de glissement universels, avec réglage de précision.
4. Mandrin électromagnétique pour l'introduction de la rotation de la pièce et sa fixation, en l'occurrence avec pas polaire radial.
5. Élévateurs magnétiques. Ils sont rectifiés par intervalles réguliers, à l'état monté, de manière à garantir la planéité et la perpendicularité de la surface d'appui magnétique. Ils sont fixés dans la rainure en T et peuvent être décalés radialement.
Les dispositifs de rectification sur sabots universels de STUDER sont disponibles en plu-sieurs dimensions graduées de manière intelligente, pour une plage de diamètres de 10 à 460 mm.
Parallèlement aux dispositifs de rectification sur sabots universels représentés, il existe des modèles pour la production en série de familles de pièces, équipés de plaques de montage rapide qui permet de changer de pièce en un minimum de temps.
Structure du mandrin électromagnétique
Le mandrin électromagnétique qui entraîne la pièce dans le sens de rotation est responsable de sa vitesse. De plus, il maintient la pièce dans la position de consigne en la contrant au ni-veau de sa surface plane. Les porte-sabots positionnant la pièce de manière décentrée, c'est précisément là que se produit un léger mouvement relatif entre le mandrin (élévateur polaire, bague polaire) et la face d'extrémité de la pièce : selon les dimensions de la pièce, on sélectionne les pas polaire radial ou polaire circulaire, sachant que le pas polaire circulaire est plu-tôt utilisé pour les petites pièces (env. 80mm max.).
Les schémas de trous de fixation des électro-aimants polaires circulaires varient en fonction de l'assortiment de pièces du client. L'entraînement et/ou la force de maintien du mandrin électromagnétique peuvent être programmés selon différents niveaux. Ainsi, il est possible de réduire temporairement la force de maintien pour des opérations CNC particulièrement délicates, de manière à pouvoir ensuite accentuer le serrage au cours du même cycle. Il existe 16 niveaux de programmation de la force magnétique sur l'appareil de commande magnétique. S'il est nécessaire d'utiliser différents mandrins électromagnétiques, la connexion électrique s'effectue avec des contacts à fiches directement derrière le mandrin.
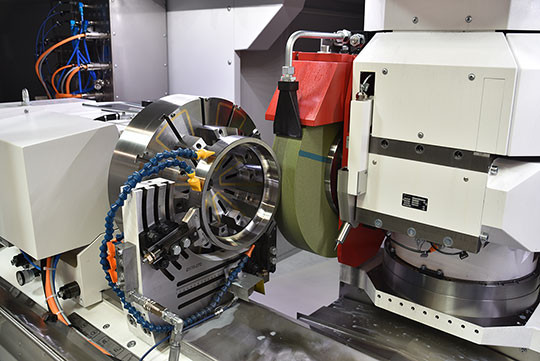
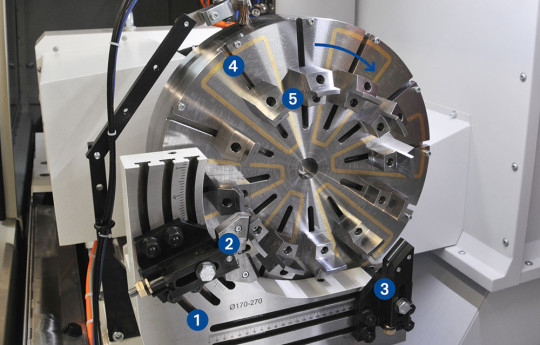
 Exemple de dispositif de rectification sur sabots STUDER
Exemple de dispositif de rectification sur sabots STUDERConfigurations de poupée porte-meule disponibles
Il s'agit avant tout d'effectuer la rectification intérieure et extérieure d'une bague de roulement : concentricité extérieure/intérieure parfaite ; température d'usinage indique, pour une fidélité de forme maximale ; diminution des « fonds de roulement » (working capital) etc. La poupée porte-meule doit donc être équipée des outils de rectification nécessaires pour l'ensemble du processus : meule(s) de rectification extérieure, meule(s) de rectification intérieure, palpeurs de mesure. Le tout bien évidemment sur un axe B à réglage continu de haute précision, avec une répétabilité de l'angle de pivotement < 1" (STUDER S41).