Le MAXXTURN 65 G2 a été entièrement redessiné. Grâce à sa conception modulaire astucieuse, la machine offre une large gamme d'options pour répondre aux besoins spécifiques des clients. La puissance d'entraînement élevée de la broche principale et de la contre-broche, associée à des caractéristiques de couple optimales, assure une rentabilité dans l'usinage de l'acier ainsi que dans l'usinage à grande vitesse de l'aluminium. 12 outils tournants et un axe Y garantissent des résultats parfaits dans les opérations complexes de fraisage et de perçage. Grâce aux nombreuses solutions d'automatisation et à l'assistant numérique de programmation EMCONNECT, le MAXXTURN 65 G2 est à la pointe de la technologie et permet une production économe en main d'œuvre en fonctionnement.
Structure de la machine
Le cœur de la machine est le banc incliné à 40°. Conçu comme une construction en acier soudé extrêmement rigide et compacte, c’est la base d'un système de production à faible coût, et il constitue la base d'un tour robuste et précis. Des renforts apportent une rigidité supplémentaire dans les zones exposées à des contraintes plus importantes. En tant que perfectionnement du MAXXTURN 65 G1, la machine impressionne par son design moderne et innovant. L'intégration optimisée du convoyeur à copeaux permet un encombrement au sol réduit. Au lieu d'un entraînement par courroie, des moto-broches sont utilisés sur la broche principale et la contre-broche, ce qui autorise une plage de vitesses particulièrement large allant jusqu'à 5000 tr/min et des concentricités extrêmement bonnes. Trois tailles de broches principales sont disponibles en fonction des besoins du client : Standard Ø 65mm / BigBore Ø 77mm / SuperBigBore Ø 95mm. La conception symétrique de la poupée fixe, avec des capteurs de température au niveau des paliers et le refroidissement par liquide assurent une stabilité thermique élevée.
L'axe C fait partie de l'équipement de base de la machine et permet de positionner la broche avec une résolution de 0,001°. Grâce à l’encodeur embarqué, l'axe C est parfaitement adapté au fraisage précis de formes. Un frein hydraulique (option) peut être activé en plus. L'axe Y est également intégré dans la structure de base de la machine et est positionné à 90° par rapport à l'axe X. Des porte-à-faux extrêmement courts constituent la base des opérations de tournage et de perçage rigides ainsi que des opérations de fraisage de formes libres. Des systèmes de mesure absolus sont installés sur tous les axes linéaires - dérivation de position suivant VDI3441 en X/Y/Z : 0,0035/0,0035/0,004 µm en standard / 0,002/0,002/0,002 µm en option, avec des règles optiques et une mesure laser.
 Vue générale du MAXXTURN 65 G2
Vue générale du MAXXTURN 65 G2Configurations de la machine
Le MAXXTURN 65 G2 dispose de nombreuses options modulaires et il est disponible en différentes versions :
- MT65 G2 M : avec outils tournants, axe C et contre-pointe.
- MT65 G2 MY : avec outils tournants, axe C, axes-Y et contre-pointe.
- MT65-G2 SM : avec contre-broche, outils tournants et axe C
- MT65-G2 SMY : avec contre-broche, outils tournants, axe C et axe Y.
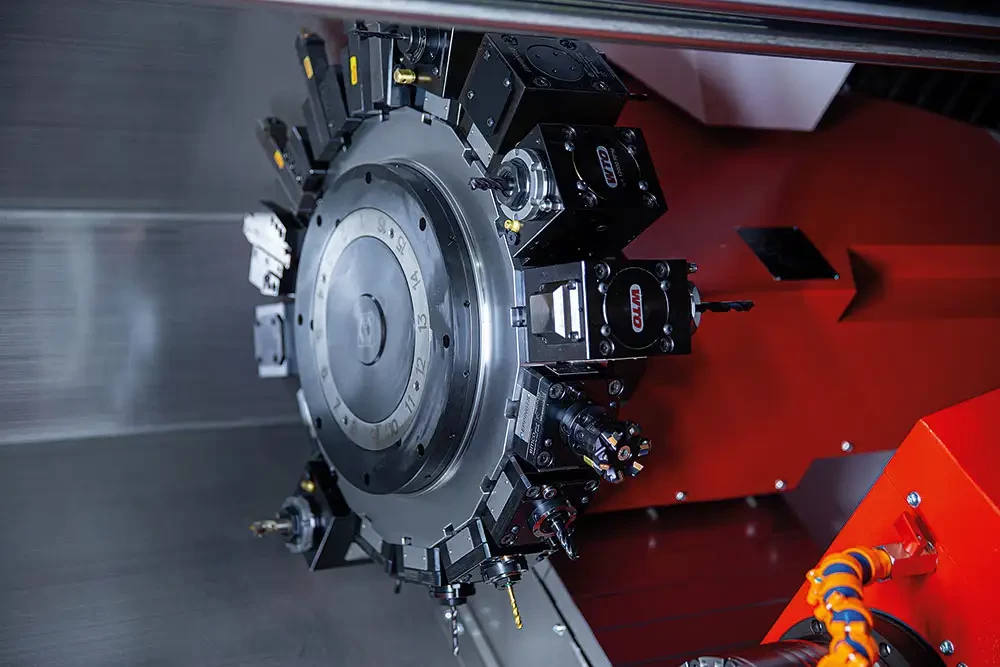
Sur le MT65M-G2 avec contre-pointe, la contre-pointe est montée sur le rail de guidage à rouleaux et peut être déplacée automatiquement sur une longueur de 500 mm. Une lunette traînante de Ø 8-101 mm est disponible en option. Cela permet une utilisation encore plus flexible de la machine, par exemple pour l'usinage de pièces arbrées. Sur le MT65S-G2 avec contre-broche, la tête de la contre-broche est placée sur son propre rail de guidage à rouleaux et peut être déplacée automatiquement sur une longueur de 580 mm. La broche est entraînée par un moteur de broche intégré (ISM) avec refroidissement liquide. Un éjecteur de pièces, dont la course est pilotée, raccordé au système de liquide de refroidissement, permet de récupérer les pièces finies en toute sécurité. En outre, une tourelle VDI30 à 12 stations (en option VDI 40) avec une technologie à moteur unique est disponible. Un servomoteur alimente les outils tournants ou assure la mise en rotation - il n'y a donc pas de soulèvement lors de l’indexage qui se fait par commande numérique. Chaque station peut recevoir des porte-outils tournants ; en alternative, une tourelle BMT55 à 12 stations avec entraînement direct, jusqu'à 12000 tours/minute, ou même une tourelle BMT45 à 16 stations peuvent être intégrées.
Commande numérique
Le client peut choisir entre la commande numérique SINUMERIK ONE ou celle de FANUC 31i-B. Le panneau de commande du MAXXTURN 65 G2 est réglable en hauteur sur la droite et peut pivoter, ce qui permet une meilleure ergonomie. Les écrans tactiles de 22" améliorent la visualisation des fonctions de commande individuelles.
L'assistant numérique de programmation EMCONNECT (en option) est compatible avec la connectivité et la mise en réseau de l'environnement de production et facilite l'intégration complète des applications spécifiques au client et au système de production autour de la commande de la machine et du processus de travail. Ces procédures d'exploitation sont axées sur l'utilisateur et ses besoins, les processus de travail doivent être toujours plus efficaces et la fiabilité élevée habituelle des machines doit être maintenue dans toutes les conditions de production. EMCONNECT peut être facilement et rapidement mis à jour et configuré, et la sélection d'applications disponibles est constamment étendue. Par exemple, l'application Shopfloor Management permet d'acquérir en option des données sur les machines et la production, permettant la surveillance complète de toutes les machines et de l'organisation des processus dans la zone de production. Des applications pour minimiser les temps d'arrêt sont également disponibles avec EMCONNECT.
Automatisation
Les chargeurs de barres EMCO SL1200, IRCO ILS-MUK 7012 ou 10012, FMB TURBO 5-65 ou 8-75 et TOP AUTOMAZIONI XFILES sont disponibles pour une production efficace. Le chargeur à portique EMCO assure un chargement et un déchargement entièrement automatique des pièces avec une interaction parfaite entre la machine-outil et le dispositif de chargement. Si nécessaire, une automatisation flexible par robot peut également être proposée.
 Tourelle BMT à entraînement direct
Tourelle BMT à entraînement direct