En générale les machines outils se sont très spécialisées, seulement une technologie est intégrée dans une machine. Le marché exige au contraire à des délais de livraison réduits et à des pièces mécaniques, avec une diversité importante de variante, et de plus en plus complexe dans leurs dimensions. Aujourd'hui, les pièces mécaniques de révolution, en particulier pour celles nécessitant des efforts importants, sont réalisées en plusieurs étapes de fabrication : Usinage avant traitement thermique (tournage, fraisage, perçage), et après le traitement (tournage, fraisage). Dans ce cas l'utilisation de machines spécialisées cause de long temps de passage et de la dépense logistique.
Sous le nom de KombiMasch, pour les pièces à symétrie de révolution, une machine outil a été développée pour réduire la chaîne de processus par une combinaison des procédés.
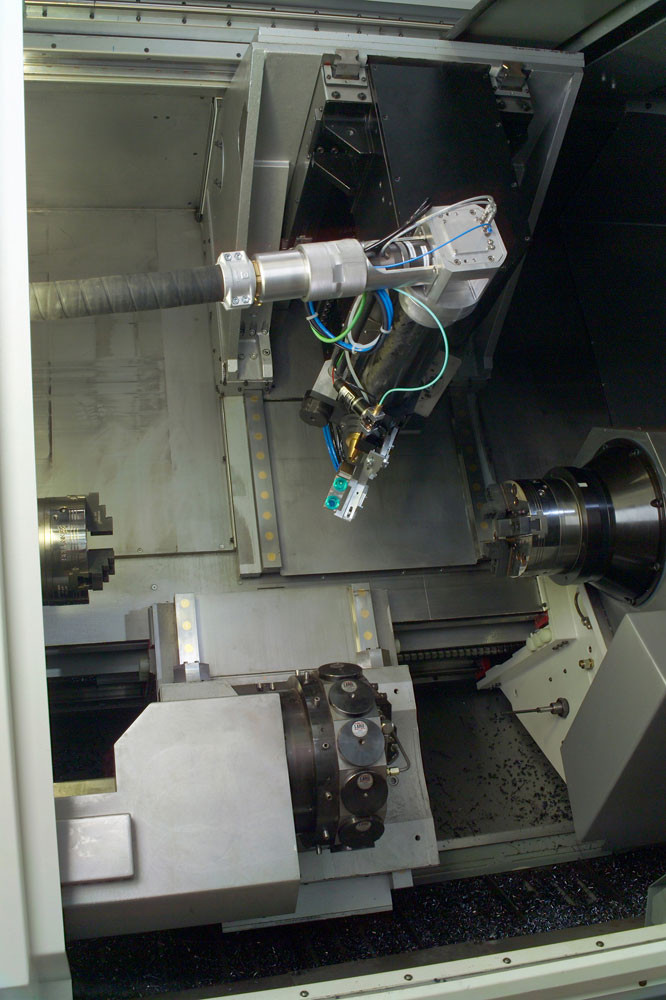
Le prototype présenté sur l'EMO en 2007 unit le tournage conventionnel, le traitement thermique laser (durcissement, traitement superficiel, revêtement) ainsi que le tournage dur dans une machine. Cela permettant une réalisation complète de la pièce en une étape de fabrication. Les avantages sont évidents :
- Processus de production réduit (temps de réglages, de transfert, et d'attente).
- Réduction des frais (logistique et charge de la machine).
- Plus de qualité produit (un montage, utilisation de nouvelles technologies).
- Confort d'utilisation (déroulement automatisé).
- L'emploi principal se trouve là où il dépend de courts délais de livraison et d'une réaction flexible sur les désirs du client, fabrication de pièce de rechange à court terme et construction de pièce prototype.
Le concept de machines modulaires
Pour l'intégration de ces procédés, nous avons conçu un nouveau centre de tournage fraisage, l'UniCen 504 d'après le principe modulaire :
- Broche principale et contre broche
- Broche porte-outils à pivotement dans la partie supérieure
- Changeur et magasin outil
- Tourelle porte-outils révolver dans la partie inférieur
- Poupée mobile
- Lunette
- Tête de résolution pour le durcissement laser
- Tête de résolution pour le traitement superficiel au laser
La broche outil motorisé possède des degrés de liberté suivant Z, X, Y, et l'axe de B. Ainsi n'importe quelles positions peuvent être atteintes avec précision. Les têtes de résolution pour le traitement laser sont insérées dans l'accueil HSK du porte-outil de la broche outil supérieur .Avec cela tout les degrés de liberté sont à disposition pour le traitement laser. Pour l'utilisation du laser lors de l'usinage, un blocage de l'axe B et de la broche outil est possible avec un frein d'arrêt. Un usinage avec tous les axes interpolables permet la fabrication de formes géométriques très complexes.
Un usinage dur de précision à travers le système hydrostatique
Monforts équipe la machine de son concept éprouvé: Le guidage hydrostatique par colonne. Dans la machine combinée, cela a particulièrement d'avantages pour tournage dur. Ce guidage libre d'usure et d'entretient travaille sans frottement. L'effet de bond (Stick-Slip) ne se produit pas ce qui retentit favorablement aux plus petits déplacements. Ainsi des incréments de 1 micron peuvent être atteint libre d'effet de bond (Stick-Slip). Le chariot le plus long Z se déplace de ce fait régulièrement. Ce qui rend remarquable de très bonnes qualités de surface en tournage dur. Le mince film d'huile entre le chariot et la colonne donne à la machine une très bonnes qualités d'amortissement.
La technique laser pour le durcissement/traitement superficiel
Par le traitement thermique au rayon laser, des zones locales définies, par exemple (épaulement de roulement, rainures de clavette ou liaisons de rainure, logement de clavette), pourront recevoir un durcissement martensitique, afin de réduire l'usure. L'avantage à l'égard d'autre procédé de durcissement est l'introduction d'une énergie faible et sur une zone ciblée. Les surépaisseurs pour la rectification peuvent être réduites. De part ce processus de traitement thermique à un endroit déterminé, les parties des pièces ne nécessitant pas de durcissement ne seront pas rendu plus cassante. Pour diriger le faisceau laser, un système de scanner est employé. Ainsi des largeurs variables de la zone à traiter peuvent être produites.
Par le traitement superficiel/revêtement au laser, des couches de surface seront réalisées avec des propriétés variables, et de qualités spécifiques à l'emploi du produit. De plus des matières additives moins fondues pourront être appliquées par exemple à la protection de l'usure et de l'anticorrosion. La technologie laser offre ici les avantages d'un processus maîtrisé à l'égard d'autres procédés de revêtement, et d'autre part d'une haute fidélité à la géométrie.
Le soutient de l'utilisateur avec la fabrication assistée par ordinateur (FAO)
L'intégration de procédé augmente la complexité de la machine, les exigences de la programmation CN et de l'utilisateur augmentent. Habituellement, le personnel s'est spécialisé seulement sur une technologie. C'est pour cela que la construction de programme doit être automatisée. Pour une utilisation pratique les opérations seront définies à travers un support de CFAO. Un outil de planification contient tous les processus de fabrication concernés et produit le programme de traitement « d'une fonte ».
Ce projet de recherche est encouragé avec les moyens de bmbf et est examiné par le promoteur du centre de recherche de Karlsruhe PTKA-PFT.