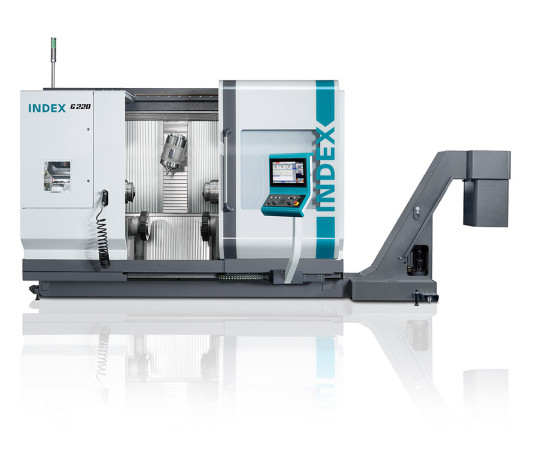
Se basant sur la broche de fraisage à moteur du centre de fraisage et de tournage G250, INDEX offre maintenant la même option pour la série G160. Cette dernière complétée par une broche de fraisage à moteur, permet une rotation de 20000 tr/min (lubrification à la graisse) et de 24 000 tr/min (lubrification huile-air). Outre ce nombre de tours élevés, des déplacements rapides permettent par ailleurs la rapidité. Cependant ce système présente une particularité dans la mesure où la broche de fraisage à moteur est conçue comme un servomoteur pivotant. Ce qui signifie qu'outre les porte-outils standards équipés d'un axe X, Y et B 360°, INDEX munit la G160 d'un axe A supplémentaire. Ainsi, dans le cas de la G160, l'usinage en axe Y pouvait être complété de façon mesurable. Même les perçages transversaux en position excentrique, qui se situent hors du chemin Y de la machine, peuvent être atteints maintenant grâce à l'inclinaison de la broche de fraisage à moteur (axe A).
Comme d'habitude, INDEX répond à tous vos souhaits à l'aide de la multiplicité des variantes offertes par le système modulaire. Deux tourelles revolver sont déplaçables de manière variable en direction Z et X. Avec la broche de fraisage supplémentaire et l'axe B 360°, trois outils peuvent être ainsi utilisés simultanément pour travailler la pièce.
Les porte-outils
Les magasins d'outils de la broche de fraisage à moteur sont arrangés comme changeurs rotatifs avec chacun 32 outils au-dessus de la broche principale et de la contre-broche. Quand on ajoute encore à ces 64 porte-outils les outils dans les tourelles revolver, on obtient un nombre d'outils disponibles qui dans ce segment répond à tous vos souhaits.
Le principe de fonctionnement
Le principe de fonctionnement du centre de fraisage et de tournage est basé sur une technique qui a fait ses preuves. L'arbre moteur est conçu comme un moteur à arbre creux et est refroidi par l'air. La contre-broche, de construction identique à la broche principale se déplace dans le guidage inférieur. Dans le même guidage, il est en outre possible d'arranger un chariot croisé ou une unité de table coulissante avec lunette. Cette unité est alors déplaçable sur le guidage Z ou à l'aide d'un mécanisme d'entraînement séparé sur l'axe X. Naturellement, on peut aussi utiliser à la place de la contre-broche une contre-poupée à CN, la force de pression étant déterminée par le programme.
Maniement de la pièce à usiner
Un bras preneur pivotant de 4 X 90° a été conçu pour le maniement intégré dans la machine de pièces à mandrins (WHU) ou d'arbres (WHW). Cette fonction est disponible en option.
Ce maniement est contrôlé en standard par le programme CNC. Ainsi, il est possible dans les deux systèmes de charger et de décharger aussi bien les pièces d'un allant jusqu'à 160 mm au maximum et d'un poids allant jusqu'à 2x10 kg. Par ailleurs, la vitesse des axes et leur accélération ont augmenté. A tout moment, il est possible de modifier le système pour passer de l'usinage de mandrins à l'usinage d'arbres, étant donné que ces composants sont identiques, à l'exception du bras preneur.
La G160 pose des jalons :
- broche principale et contre-broche de structure et de puissance identiques,
- l'interpolation 5 axes permet l'usinage de contours très exigeants,
- des perçages transversaux et l'usinage de grosses pièces sur la périphérie sont possibles grâce à l'élargissement de la course en Y ou à l'inclinaison de la broche de fraisage à moteur (axe A),
- intervention simultanée de trois outils,
- broche de fraisage à moteur avec axe B 360°.