Le répertoire
de la machine outil
L’outil affûté pour vos investissements
2000 fiches produits, 9668 actualités, 1198 vidéos
2000 fiches produits, 9668 actualités, 1198 vidéos


OMAX® conçoit et la fabrique des systèmes de découpe jet d’eau de haute précisi...
> Lire
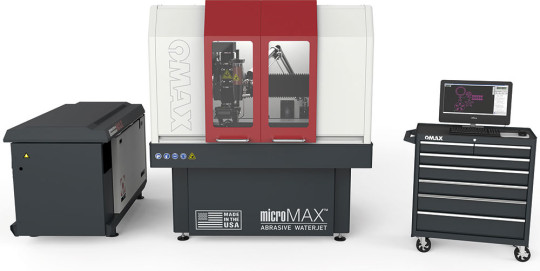
OMAX Corporation d’Hypertherm a présenté son système à jet d’eau le plus avancé ...
> Lire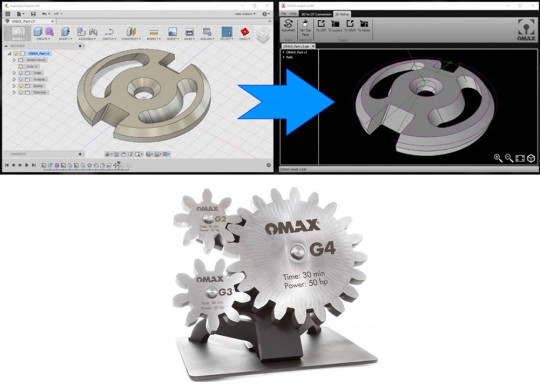
Avec le logiciel OMAX Intelli-MAX, chaque utilisateur de machine découpe OMAX cr...
> Lire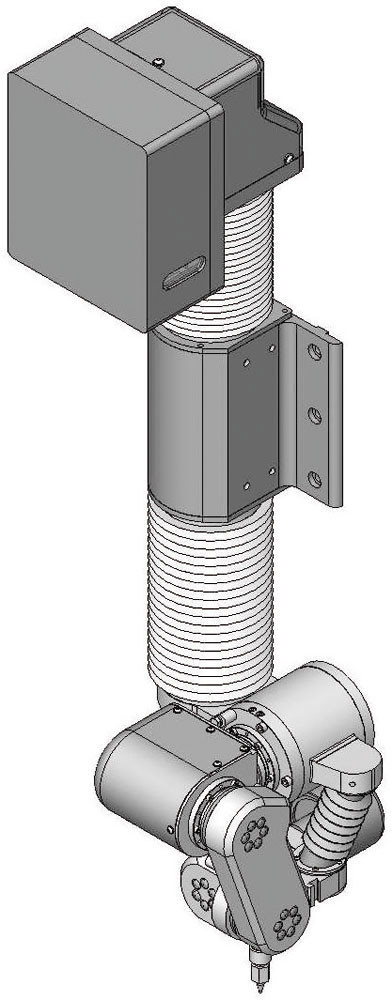
OMAX® conçoit et la fabrique des systèmes de découpe jet d’eau de haute précisi...
> Lire
OMAX Corporation d’Hypertherm a présenté son système à jet d’eau le plus avancé ...
> Lire
Avec le logiciel OMAX Intelli-MAX, chaque utilisateur de machine découpe OMAX cr...
> Lire








