Une expertise solide issue de plus de 120 ans d'existence de l'entreprise, et des solutions de fabrication ultramodernes : Cette combinaison fait de l'entreprise Stolle un partenaire fiable et digne de confiance pour ses clients. La marque « STOLLE castable solutions » exprime déjà la performance, la complexité des produits et la force d'innovation. Ainsi, l'entreprise fournit dans le monde entier des plaques de serrage, des plaques de mesure ou des constructions spéciales, de la planification, du développement, de la construction, de la construction de modèles, en passant par la fonte jusqu'à la plaque finie, y compris la logistique jusqu'au lieu d'utilisation et le montage.
Les plaques de serrage, de mesure et de contrôle peuvent atteindre un poids unitaire de 25 t. Cela nécessite tout d'abord un processus de fonderie très précis et sophistiqué. Les étapes d'usinage suivantes doivent également répondre à des exigences qui ne sont pas courantes.
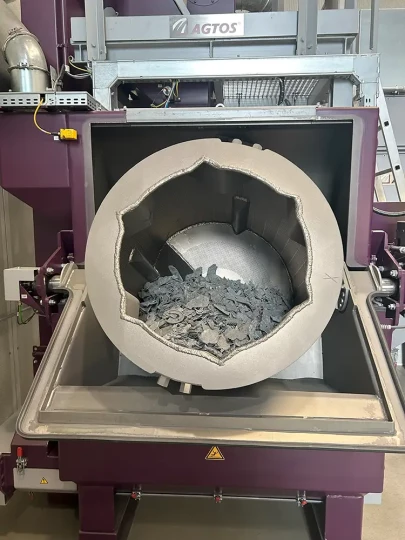
L'entreprise a récemment investi dans une nouvelle grenailleuse à turbines AGTOS. Il s'agit d'une grenailleuse à convoyeur à rouleaux de type RT 32-10. Elle peut traiter des pièces d'une largeur maximale de 3200 mm et d'une hauteur de 1000 mm.
 Une pièce avant le grenaillage
Une pièce avant le grenaillage
L'objectif du processus de grenaillage est de dessabler les pièces moulées brutes. L'installation précédemment utilisée, située dans un ancien complexe de bâtiments, devait faire passer les pièces deux à trois fois avant que le résultat ne passe le contrôle qualité suivant. De plus, les pièces devaient être balayées manuellement et débarrassées de l'abrasif. Le processus de grenaillage devait donc être accéléré et automatisé. Ces deux objectifs ont été atteints. Florian Lorenz, responsable de la production de la fonderie, explique : «
La particularité pour nous était que l'installation a un degré d'automatisation très élevé, qu'il nous suffit en fait de poser un produit et d'appuyer sur le bouton de démarrage. L'installation fonctionne alors entièrement automatiquement et le produit sort proprement par l'arrière. De plus, elle s'arrête automatiquement. Une autre particularité est le concept peu encombrant. En fait, seule l'installation de grenaillage est posée sur le sol et au-dessus se trouvent la station de nettoyage complète, la préparation de l'abrasif et l'installation de filtrage. Il est très important pour nous de pouvoir bien utiliser l'espace du hall. »
 L'objectif du grenaillage est le dessablage des pièces
L'objectif du grenaillage est le dessablage des piècesParticularités de la technique de grenaillage
L'analyse du processus a montré que, comme pour la machine précédente, une grenailleuse à convoyeur à rouleaux était la meilleure option pour le client. Les pièces arrivent sur des chariots à plateau tractés par des chariots élévateurs dans le hall construit pour le traitement ultérieur, puis sont déposées sur les rouleaux d'entrée par une grue.
La conception de la grenailleuse est fondamentalement différente de celle du modèle précédent. Ainsi, les paliers verticaux des rouleaux du train de rouleaux d'entrée ont été isolés par des élastomères de 10 mm d'épaisseur. De cette manière, les chocs provoqués par la grue lors du chargement des lourdes pièces sont efficacement amortis. L'usure des paliers verticaux, des rouleaux et de la structure en acier, due à la pose des pièces, est réduite. Les convoyeurs à rouleaux dans la zone d'entrée et de sortie ainsi que dans la chambre de grenaillage proprement dite sont entraînés chacun de leur côté afin de permettre un traitement cadencé des pièces. L'entraînement par chaîne est assuré de rouleau à rouleau par un motoréducteur. Celui-ci peut être réglé en continu et de manière réversible à l'aide d'un convertisseur de fréquence dans un rapport 1:5 de 0,4 à 2,0 m/min.
La vitesse d'avance est réglée sur l’unité de commande et affichée numériquement en m/min.
Dans la zone de grenaillage direct, les rouleaux sont fabriqués dans un matériau très résistant à l'usure. Tous les palier sont montés à l'extérieur et sont en outre protégés par des labyrinthes contre la poussière et l'agent de grenaillage.
L'opérateur démarre l'avance des rouleaux en appuyant sur un bouton et toutes les étapes suivantes du processus se déroulent ensuite automatiquement. Il peut donc effectuer d'autres tâches entre-temps. Les pièces arrivent devant le portail d'entrée de la machine et sont détectées par une barrière lumineuse. Ce n'est que juste avant que les pièces n'atteignent la chambre de grenaillage avec les turbines haute performance que celles-ci démarrent et que l'ensemble de l'installation est mis en marche. Cela permet d'économiser beaucoup d'énergie.
Les parois latérales de la chambre de grenaillage sont pourvues à l'intérieur de plaques résistantes à l'usure, facilement remplaçables, afin d'éviter que l’abrasif projeté ne les endommage. Le sas d'entrée est équipé de rideaux en caoutchouc résistants à l'usure pour assurer l'étanchéité. L'étanchéité par le bas est assurée par des joints en caoutchouc. De cette manière, aucune poussière ne pénètre dans l'environnement.
Lorsque les 12 turbines haute performance qui vont traiter la pièce pendant les 8 à 10 minutes suivantes démarrent, le ventilateur de l'installation de filtration à cartouche, qui se trouve dans la partie supérieure de l'installation pour gagner de la place, se met en marche. Il assure le dépoussiérage de la machine grâce à une dépression.
La surface extrêmement variée et complexe des différentes pièces a un point commun : la face supérieure est lisse. Les trous, poches et autres géométries se trouvent sur la face inférieure des pièces. C'est pourquoi la partie inférieure de la grenailleuse a été équipée de huit turbines à haute performance et la partie supérieure de quatre seulement.
La géométrie des pièces implique que de grandes quantités de sable de moulage se trouvent dans l'abrasif pendant le processus de grenaillage. C'est pourquoi une solution a été mise en place pour que certaines parties de l'abrasif passent plusieurs fois dans le circuit pendant et après le processus de grenaillage, afin qu'il soit nettoyé de manière optimale. Cette mesure a permis de renoncer à un tri magnétique/au vent habituellement utilisé dans le secteur de la fonderie, et d'éviter ainsi des coûts d'investissement.
La station de nettoyage qui suit le processus de grenaillage reçoit, grâce à la détection de la hauteur des pièces, les données lui permettant de positionner la brosse de manière adaptée à la surface. Il est important que les poils ne touchent que très peu les surfaces. Sinon, ils s'usent trop vite. Des buses installées en supplément soufflent sur les pièces. Un balayage manuel n'est pas nécessaire. Tout l'agent de grenaillage est collecté dans la partie inférieure de la grenailleuse, débarrassé des grosses impuretés à l'aide un couloir vibrant et arrive dans la partie supérieure de la machine via un élévateur à godets. Ici, un système de séparation à vent bien ajusté et conçu de manière optimale permet d'éliminer le sable, la poussière et les sous-grains de l'agent de grenaillage. L'agent de grenaillage ainsi nettoyé est réacheminé vers les turbines et le cycle est bouclé.
Une autre option permet au client de mieux utiliser la chaleur du processus. Ainsi, un clapet été/hiver a été installé derrière l'installation de filtration à cartouches AGTOS. En hiver, l'air purifié plus que conforme à la réglementation par l'installation de filtration à cartouches peut être réinjecté dans le hall. L'air du hall se réchauffe par conséquent. Cela permet de réduire les coûts de chauffage.
 De gauche à droite : le directeur Martin Stolle, le directeur de production de la fonderie Florian Lorenz et le responsable du développement commercial et du marketing chez AGTOS, Ulf Kapitza dans la production finale
De gauche à droite : le directeur Martin Stolle, le directeur de production de la fonderie Florian Lorenz et le responsable du développement commercial et du marketing chez AGTOS, Ulf Kapitza dans la production finaleUne collaboration rapide et compétente
L'échange a été correct, aussi bien dans la phase de projet que lors de l'installation de la machine et de la mise en service jusqu'au suivi de la production. Lorenz : «
Grâce à des conseils intensifs pendant la phase de projet, nous n'avons eu que peu de modifications par la suite. Nous avons très bien pu résoudre les petites questions. Nous sommes restés complètement dans les temps. La collaboration a de nouveau été très bonne. Lorsque nous avons eu des travaux de réglage, nous avons pu faire appel rapidement aux monteurs AGTOS. En l'espace de quelques heures, il était possible que quelqu'un soit chez nous et puisse nous aider à régler des processus ou à optimiser encore la qualité du grenaillage. »