Dans différents îlots technologiques, les produits et procédés sont démontrés en pratique :
Dans un système spécial combiné pour des tâches de manipulation et de soudage dans l'industrie automobile, une solution complète avec technologie à haute performance laser hybride est présentée, une combinaison rationnelle du soudage à rayon laser et à l'arc. Le système de soudage complexe contient tous les composants nécessaires tels que le robot de manipulation et de soudage, l'armoire robot, la technique de poste à arc pulsé commandée par calculateur QUINTO et la technologie laser. Les deux têtes de soudage laser hybride, récemment développées, d'un côté équipées d'une technique sensorielle de surveillance de procédé intégrée, de l'autre côté d'une orientation de torche librement programmable (rayon de rotation ± 135°), en alternative offrent des possibilités excellentes pour la réalisation de différentes formes de cordons en utilisation universelle. A titre d'exemple, des pièces de carrosserie d'automobile sont soudées.
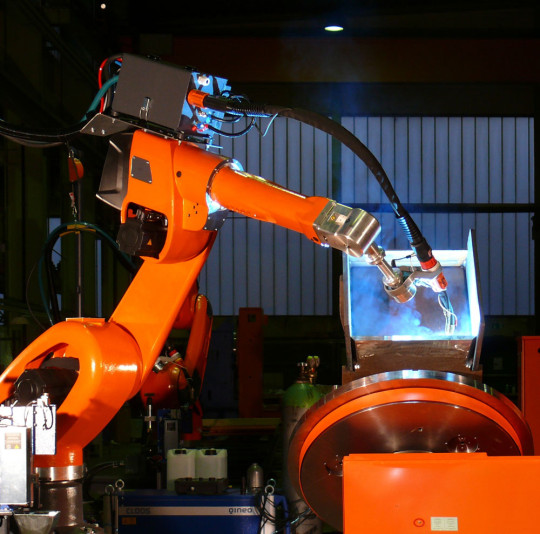
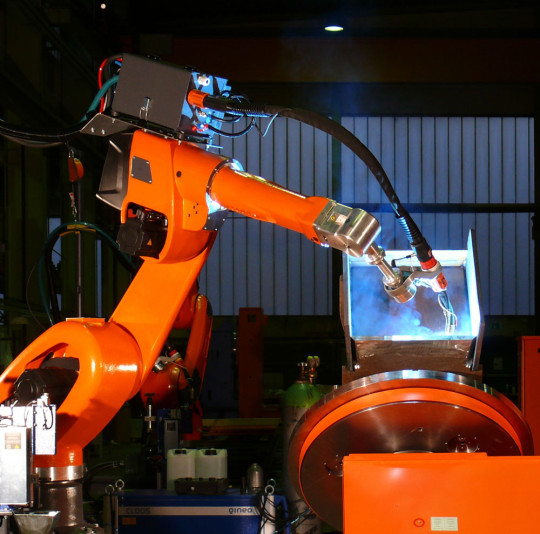
Les possibilités d'un soudage MIG performant sur aluminium seront démontrées sur un ensemble de soudage robotisé ROMAT® qui constitue par ailleurs un bon exemple des systèmes compacts et facilement transportables de la toute récente série C. Deux sources de courant à arc pulsé à haute performance de la série QUINTO en version 400 A SD (avec surveillance des données de soudage intégrée) et version 350 A CP (Current Profile) récemment développée sont utilisées. Les avantages du procédé CP qui se distingue par un profil de courant particulier sont un arc presque sans projections, la possibilité de souder avec des écartements de joint plus grands ainsi qu'une vitesse de soudage augmentée d'environ 50 % dans le cas de l'aluminium.
A l'aide d'un système de changement de torche automatique, le cadre aluminium de la nouvelle moto BMW K1200S est soudé en MIG standard ainsi qu'en MIG CP.
Une installation robotisée à portique démontre de manière impressionnante l'utilisation du procédé MAG TANDEM à haute performance sur des pièces en acier de grand volume (construction de véhicules sur rails). Le système de soudage complexe, équipé du nouveau robot industriel ROMAT® 350, dispose en tant qu'unités périphériques d'un axe longitudinal de 5 m ainsi que d'un axe transversal et vertical. Pour une accessibilité à la pièce optimale, le robot est monté en position suspendue sur une potence. La technique de soudage correspondante est fournie par les postes de soudage à arc pulsé HighEnd 600 A de la série QUINTO. Le détecteur laser CST60, récemment développé, garantit un suivi de joint précis durant le procédé de soudage.
Dans une autre station robotisée sont présentés les avantages des procédés de fabrication soudage plasma, soudage plasma poudre et soudage à fil froid TIG, en liaison avec des robots industriels de la série ROMAT®. Utilisant une source de courant efficace de 450 A, le procédé plasma offre des caractéristiques de soudage considérablement améliorées, un meilleur traitement des tolérances ainsi que des vitesses de soudage 2 à 3 fois plus importantes que le soudage TIG. Dans la gamme de puissance jusqu'à 120 A, le procédé plasma poudre garantit des liaisons par fusion d'une très haute qualité et d'un aspect optique excellent avec en même temps une grande vitesse de soudage. La torche plasma poudre se distingue par une construction particulièrement rigide pour l'utilisation robotisée, un système de refroidissement efficace ainsi qu'un remplacement facile des pièces d'usure. Lors du procédé à fil froid TIG, la torche de soudage qui a récemment été développée est équipée de manière avantageuse d'un axe librement programmable supplémentaire pour le positionnement du fil froid et offre donc encore plus de flexibilité pour le soudage robotisé.
Dans la gamme de détecteurs à haute performance de CLOOS sont présentés les nouveaux systèmes de détecteur laser CSE (Cloos Seam Explorer) et CST60 (Cloos Seam Tracker). Les détecteurs sont des systèmes de mesure optiques sans contact pour déterminer la position/géométrie du joint à souder lors du soudage robotisé. Ils travaillent à l'aide d'un rayon laser d'une faible puissance (5 mWcw) sur la base d'une mesure de distance.
Dans le cas du détecteur CSE, le procédé de recherche se fait avant le démarrage du soudage. Lors de la détection de la pièce, le signal de mesure est évalué électroniquement et les points caractéristiques sont reconnus. Le détecteur laser CST60 détermine le début du joint à souder hors ligne, effectue toutefois la mesure de la géométrie du joint à souder en même temps que le procédé de soudage. En adaptant les paramètres de soudage précisément à la géométrie du cordon, l'apport de chaleur se fait de manière uniforme et une déformation de la pièce est évitée.
Dans la gamme des logiciels utilisateur, les systèmes RoboPlan NT et WDM (Weld Data Monitoring) sont présentés. Le système de programmation RoboPlan NT offre des possibilités très efficaces de la programmation hors ligne des robots industriels ROMAT® sous Windows sur un PC. A l'aide d'un module de simulation, les programmes établis hors ligne sont testés au niveau cycle, accessibilité à la pièce à souder et risques de collision, puis sont transmis directement à l'armoire ROTROL®.
Le logiciel utilisateur WDM sert à l'échange des données entre les sources de courant à arc pulsé commandées par calculateur des séries QUINTO et MC de manière centrale à partir d'un PC. Les données de soudage sont transmises et sauvegardées via des interfaces correspondantes; parmi les sources de courant d'une série identique, il y a la possibilité de compenser les paramètres de soudage et de changer les caractéristiques de soudage. Jusqu'à 20 sources de courant peuvent être raccordées au réseau PC.
Le poste de soudage à arc pulsé HighEnd, récemment développé, GLC 353 QUINTO CP se distingue par un profil de courant particulier (Current Profile ? CP) durant le soudage sous gaz de protection. Grâce au profil spécial du courant de soudage, l'arc est presque sans projections. Un autre avantage lors du soudage de différentes matières est la possibilité de souder avec des écartements plus grands avec en même temps une vitesse de soudage augmentée. Spécialement lors du soudage de tôles en aluminium à épaisseur très faible, la vitesse de soudage peut être augmentée d'environ 50 %. L'apport de chaleur réduit du procédé CP contribue à une déformation de la pièce énormément limitée et entraîne une dégradation du revêtement considérablement réduite lors du brasage MIG de tôles revêtues. La dilution très faible du métal d'apport avec la matière de base lors du rechargement est un autre résultat de la nouvelle technique CP CLOOS.
Comme toutes les sources de courant à haute performance de la série QUINTO, les sources de courant CP sont également entièrement digitalisées et garantissent donc une reproductibilité précise des résultats de soudage. Elles disposent de la possibilité excellente du True Synergy Mode (TSM) et du Variable Synergy Mode (VSM) permettant l'utilisation d'une base de données expert en mémoire, par une opération mono-bouton y compris réglage de la longueur de l'arc, mais en même temps des réglages des paramètres individuels. Un amorçage sans projections (SPAZ) et Alu-Plus sont disponibles en série. Un système de surveillance et de documentation des données de soudage avec une grande mémoire de données ainsi que l'entraînement de fil Duo-Drive sont disponibles en option. Le poste de soudage à arc pulsé QUINTO CP convient à l'utilisation manuelle et automatisée dans une domaine de puissance jusqu'à 350 A.
La gamme étendue des postes de soudage MIG/MAG et TIG ainsi que les séries de torches CLOOS pour le soudage manuel et automatisé complètent l'ensemble des produits présentés à l'occasion de cette exposition.