L'automatisation des processus de production fait partie des tâches permanentes, essentielles et urgentes dans les entreprises du secteur de la transformation du métal. Les constructeurs de motos de l'entreprise autrichienne KTM de Mattighofen ont trouvé une solution avec 90 % d'automatisation pour l'assemblage des pièces du cadre de leur nouveauté tant convoitée, la RC8. Les résultats des tests de résistance réalisés par des contrôleurs indépendants sont satisfaisants, et répondent dans le même temps aux exigences élevées non seulement des responsables de KTM, mais également des fans de moto. Quant aux experts techniques qui assurent ces tâches, ils font part de leurs bonnes expériences avec le système MagicWave 4000 de Fronius.
La moto routière RC8 compte parmi les modèles les plus récents et les plus vendus de KTM. En plus de la solidité des cordons de soudure, un aspect visuel attractif, entre autres, a également son importance. C'est la raison pour laquelle la RC8 est équipée d'un cadre assemblé exclusivement par des cordons de soudure TIG (tungstène inerte gaz). La soudure TIG traditionnelle en écaille donne une robustesse prestigieuse qui reste très prisée des clients. Le haut niveau de qualité du cordon obtenu via le procédé TIG est toutefois associé à l'inconvénient d'une productivité relativement faible. Celle-ci est généralement près de deux tiers inférieure à celle du procédé plus moderne qu'est le soudage MAG (métal actif gaz).
Les experts techniques de KTM à Mattighofen ont fini par faire aboutir un développement long de trois ans sur une automatisation à 90% de la fabrication des cadres. Au final, ils ont nettement réduit le handicap de productivité du procédé TIG par rapport au procédé MAG. Depuis le début de l'année, ils soudent les cadres de RC8 au moyen d'une installation de soudage par robot qui fonctionne en 3x8.
Josef Baier, chef de production, donne son explication : «
Nous réalisons ainsi des cordons TIG particulièrement précis, très propres. Les pièces se composent de tôles de 1,2 mm d'épaisseur et de tubes du type de matériau 25 CrMo4. Le système de soudage que nous avons choisi est le MagicWave de Fronius. »
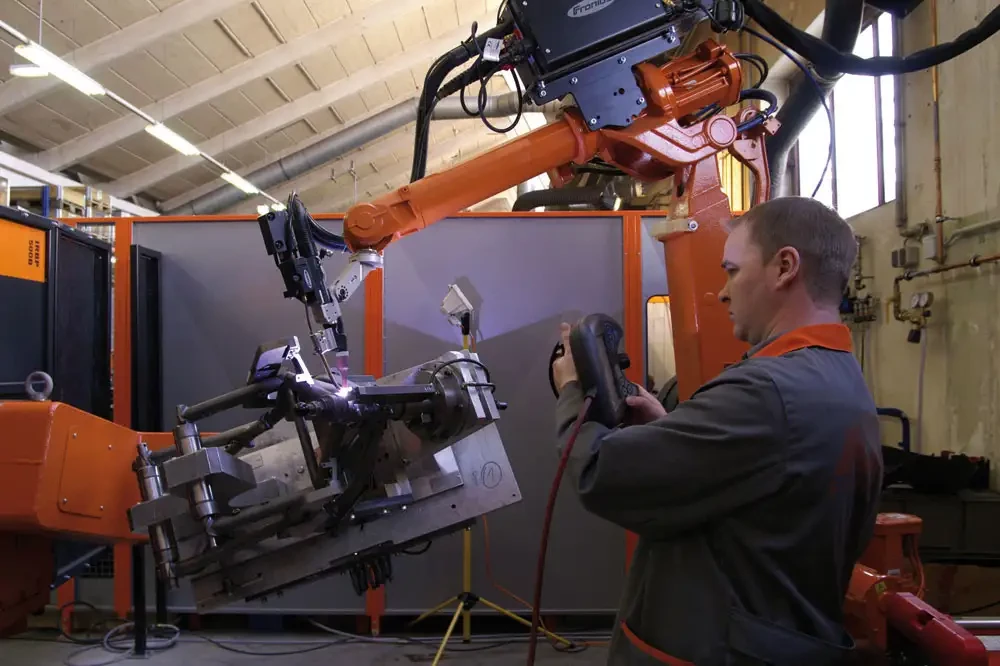
Un système de transport de palettes unique développé spécialement à cette fin amène les modules au robot ABB pour le soudage, jusqu'à ce que le cadre soit achevé. La mesure a des soudures à clin et en V est de 2 mm, et les écartements à ponter présentent une largeur de 2 mm. Le « noyau dur » de l'engin, composé de tubes, résiste sans problème aussi bien aux sollicitations mécaniques et dynamiques de la conduite sur route qu'à celles des circuits de cross.
La base technique réelle de l'image de haute qualité du procédé TIG réside dans un profil quasi idéal du cordon de soudure.
Les « impulsions « typiques du procédé provoquent une fusion du matériau d'apport selon un type de passe en forme d'écaille. L'apport de chaleur dosé avec précision et relativement élevé du soudage TIG par impulsion permet un excellent pontage des écartements et une formation de racine parfaite. Les erreurs d'assemblage au début et à la fin du cordon, surtout pour le soudage de tubes, sont évitées.