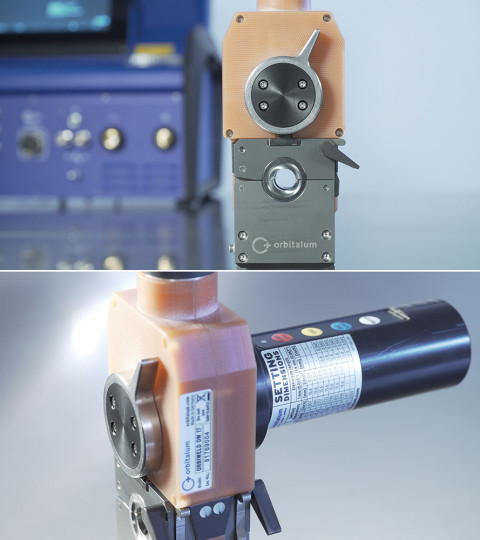
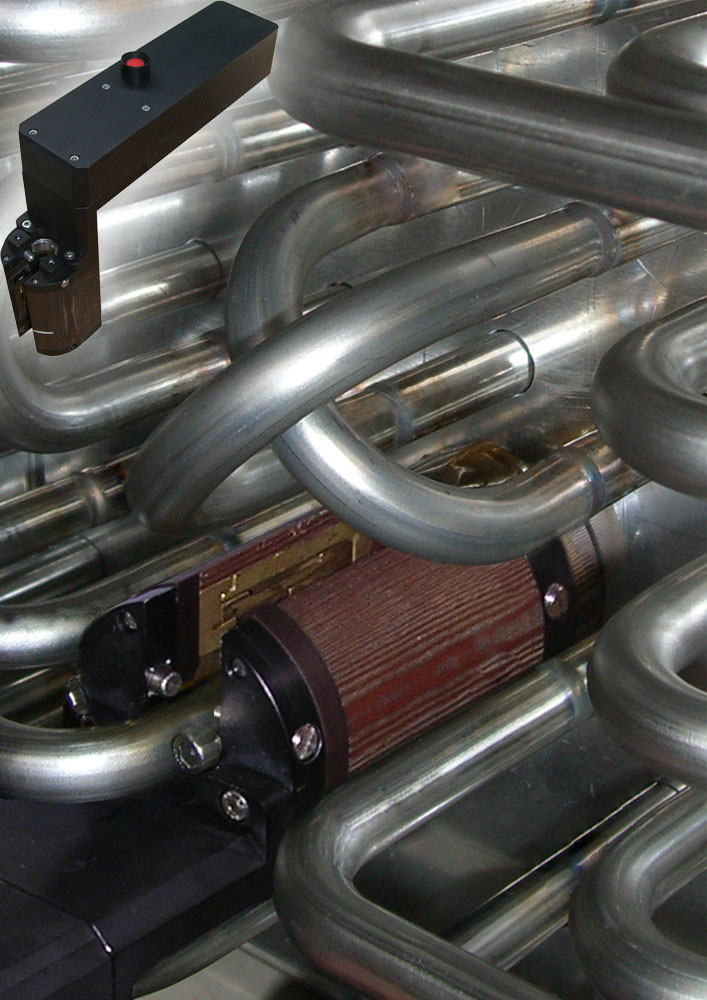
La nouvelle tête de soudage orbital d'Orbitalum Tools est destinée au soudage de coudes préassemblés dans des faisceaux tubulaires étroits d'échangeurs de chaleur pour former un serpentin.
Traditionnellement, les échangeurs de chaleur complexes étaient fabriqués en cuivre pour les systèmes de refroidissement, et les coudes des tubes étaient brasés. Les prix élevés du cuivre ont poussé les fabricants à modifier leur production pour passer à l'acier inoxydable (matériau 1.4401, DIN XCrNiMo 17-12-2, norme US AISI 316). Seul le procédé de soudage à gaz inerte-tungstène (TIG) combiné avec le soudage orbital mécanisé permet l'assemblage économique, fiable et de haute qualité de l'acier inoxydable. Toutes les têtes de soudage orbital ouvertes courantes ou têtes de soudage fermées du marché requièrent beaucoup d'espace pour leur positionnement entre les tubes individuels d'un faisceau tubulaire, ce qui réduit d'autant l'efficacité de l'échangeur de chaleur et augmente son encombrement.
Avec son diamètre extérieur de seulement 60 millimètre, la tête HX d'Orbitalum se contente d'un écartement de
24 millimètres entre les tubes pour un positionnement et un serrage très simples. Cette cote minimale est devenue entre-temps la "norme industrielle" – les concepteurs de tous les fabricants de climatisation renommés en Allemagne, en Italie, en France, en Inde conçoivent leurs systèmes de climatisation selon celle-ci : des tubes en acier inoxydable de 15 à 16 mm de diamètre extérieur (épaisseur de paroi 0,5 à maximum 1 millimètre). Seule la longueur des coudes varie en fonction du design du fabricant, raison pour laquelle Orbitalum livre la tête de soudage en trois longueurs constructives différentes.
La tête de soudage orbital, très élaborée, se distingue sur plusieurs points dans les domaines de l'économie et de l'efficacité par rapport aux modèles courants : une "paroi" avec des sorties de tube peut être complètement équipée de coudes avant la mise en place et soudée dans n'importe quel ordre. Pour les têtes orbitales conventionnelles, le principe suivant s'applique : enficher le coude, souder, enficher le coude, ... en commençant toujours du centre de la plaque vers l'extérieur. Si le contrôle qualité détermine ensuite une mauvaise soudure, dans le cas le plus défavorable (défaut au centre du faisceau), tous les coudes doivent être démontés et de nouveau soudés en raison de la mauvaise accessibilité. Avec la tête HX, il suffit de remplacer le coude concerné. Cet avantage constructif fait de plus du système Orbitalum l'outil idéal pour effectuer des réparations à un coût imbattable. La tête ne pèse que 1,5 kilogrammes, à la différence des têtes ouvertes, lesquelles sont en outre dotées d'un ensemble de flexibles peu maniable; dans la tête HX tous les raccords pour l'électricité, le gaz, le liquide de refroidissement sont déjà intégrés.
Tous les générateurs de soudage orbital d'Orbitalum identifient automatiquement la tête avec ses caractéristiques de sorte que l'opérateur n'a plus qu'à ouvrir le programme d'assemblage prédéfini et démarrer le processus d'assemblage.
Pour augmenter la productivité, l'opérateur peut travailler avec jusqu'à deux têtes HX en alternance sur une machine, ce qui réduit sensiblement les durées d'arrêt et d'équipement.
Pour cela, seule l'unité de commutation Orbitwin disponible en option est nécessaire, l'actionnement de la touche de démarrage respective de la tête de soudage utilisée appelle automatiquement le programme préalablement affecté par la mémoire. La tête de soudage inutilisée est verrouillée entre-temps et peut déjà être positionnée pour la prochaine soudure.