NDE (Normandie Découpage Emboutissage), est une entreprise qui revient de loin : lorsque les parents de Florian Meslin, actuel dirigeant, reprennent l’entreprise en 1999, l’effectif était de 4 personnes et l’absence de démarche commerciale pouvait présager de difficultés à venir. L’ajout des activités usinage et tôlerie est venu couronner les efforts de relance de l’activité d’origine.
Arrivé en 2000 dans l’entreprise, Florian Meslin a participé à la relance de l’entreprise sur son cœur de métier, le découpage emboutissage, bientôt complété par un département usinage. Activité complémentaire du découpage emboutissage, pour la réalisation des outillages, ce département a bénéficié de l’expérience de Claude Meslin, père de Florian Meslin, qui avait par le passé dirigé une entreprise dans ce domaine pendant une vingtaine d’années. NDE a complété son savoir-faire en usinage par l’intégration de deux lignes d’usinage de profilés aluminium en 2009. Entre la relance de l’activité d’origine et l’intégration de nouveaux savoir-faire, et après avoir plusieurs fois déménagé ou acquis des locaux pour s’étendre, l’entreprise s’est rapidement trouvée à l’étroit dans son usine de L’aigle constitué de trois bâtiments indépendants. Peu de temps après le départ à la retraite des deux parents de Florian Meslin, une opportunité s’est présentée en 2013 pour rationaliser l’atelier et se donner les moyens d’accompagner la croissance de l’entreprise : «
C’était un pari important, qui nous a permis de tripler la surface et de supprimer la contrainte liée au bâtiment pour les quinze ou vingt prochaines années » se souvient Florian Meslin.
Lancement de l’activité tôlerie
A peine le déménagement digéré, Florian Meslin mettait en œuvre le deuxième étage de la fusée avec l’acquisition d’une première machine de découpe laser dans une vente aux enchères. «
Nous l’avons acheté sans savoir ce que l’on faisait » affirme Florian Meslin, un brin provocateur. «
En 2012, nous avions trois gros clients qui représentaient 60% de l’activité de l’entreprise. Et nous savions que l’un de ces clients allait perdre un marché très important, pour lequel nous assurions de la sous-traitance ». Les possibilités de gagner de nouveaux marchés en emboutissage n’étaient pas suffisantes pour faire face à cette problématique. La décision d’élargir l’offre de NDE devenait une question de survie pour la société.
Ce premier laser a permis aux équipes de se familiariser avec la technologie. Il fut rejoint un an plus tard par un second et en 2016 par un troisième. Certains travaux de découpe en moyenne série, auparavant réalisés sur presses, sont maintenant effectués sur les lasers. L’entreprise est capable de combiner les technologies dans des cas où le pliage serait impossible : «
Nous découpons par exemple au laser des pièces en arc de cercle que nous passons ensuite à l’emboutissage. La possibilité de terminer certaines fabrications à la presse nous différencie des entreprises de tôlerie classiques » insiste Florian Meslin. « Le laser donne du travail aux autres ateliers. »
En parallèle, afin d’apporter une plus value supérieure à ses prestations et de répondre à la croissance de l’activité tôlerie, Florian Meslin décida d’investir dans une nouvelle presse plieuse. Après avoir contacté la société Didelon dans le but d’acheter une machine hydraulique classique, il prit connaissance de l’existence de l’autre marque revendue par le distributeur vendéen : Safan Darley, un précurseur dans le domaine des presses plieuses électriques. Séduit par la machine, tant au niveau technique qu’en matière de simplicité d’utilisation et de silence de fonctionnement, il choisit alors de faire confiance à ce constructeur avec une presse plieuse (50 tonnes x 2 m). «
A l’utilisation, cette machine est devenue ma machine préférée » plaisante-t-il.
 De gauche à droite : David Dupart et Fabien Chabot de Didelon, Florian Meslin et Sammah Bessa de NDE
De gauche à droite : David Dupart et Fabien Chabot de Didelon, Florian Meslin et Sammah Bessa de NDEObjectif robotisation
Fidèle à sa stratégie qui lui a jusqu’à maintenant réussi, Florian Meslin a eut l’occasion en 2017 d’acheter une cellule de pliage de 2008, sans la presse plieuse, mais avec seulement 500 heures de fonctionnement. Des projets sont en cours pour des séries de 400 à 800 pièces par mois ou des pièces lourdes, ce qui légitime l’utilisation d’une cellule robotisée. Restait à acheter une presse plieuse pour la compléter.
«
Mon objectif est d’arriver à faire du pli bon marché, dans une même logique que l’emboutissage. Pour y parvenir, la machine doit être capable d’une grande productivité, avec des réglages rapides, d’avoir d’excellentes rapidité et fiabilité de fonctionnement, d’être précise au niveau des angles obtenus, tout en restant simple d’utilisation. Ce sont les constatations que nous avons faites avec notre première presse plieuse Safan Darley ». La fiabilité de la première presse plieuse Safan Darley de l’atelier, le modèle E Brake 50-2050NS a également été un argument de choix. Plusieurs options ont été retenues : interface robot, mesureur d’angles afin de s’affranchir des problèmes de réglage, butée 3D ou encore affichage lumineux de la position attendue des outils pendant la phase de réglage. La nouvelle machine permet également à l’entreprise de monter en épaisseur jusqu’à 10 mm en acier, l’inox, aluminium ou galvanisé.
Fabien Chabot de Didelon Machines Outils estime que le système de mesure d’angle a d’autant plus d’importance que l’imbrication des tôles est optimisée afin de réduire les chutes au minimum : pour y parvenir, une même pièce sera, par exemple, découpée selon des angles variables dans la tôle. La présence d’une base de données matières très complète dans la CN de la presse plieuse est un atout précieux, mais qui est perturbé par les variations du sens de laminage sur les pièces à plat. Le système de contrôle d’angle, par la comparaison de l’angle final à l’angle théorique, affranchi la machine et l’opérateur de ce problème. «
Nous avons pris l’option contrôle d’angle afin de ne pas nous retrouver avec des pièces non conformes quand le robot tournera la nuit » appuie Florian Meslin.
Pour l’instant utilisée en fonctionnement manuel avant l’intégration de la cellule, la machine Safan Darley E-Brake Ultra 130-3100 NS (longueur 3 m) est programmée directement sur la commande numérique. Les outils de programmation mis en place par le constructeur permettent de vérifier rapidement la faisabilité des pièces.
Devant la difficulté à recruter des opérateurs, tous les conseils ou visualisations apportés par la commande numérique ou directement sur la machine, ainsi que le contrôle d’angle permettent une sécurisation du pliage, comme le montre l’exemple de Sammah Bessa chez NDE. Après des recherches infructueuses, Florian Meslin décida de faire confiance à cette jeune femme dont le parcours ne la destinait absolument pas à devenir opératrice sur presse plieuse. Titulaire d’un diplôme en commerce international et ayant récemment déménagé dans la zone très rurale de Normandie où se trouve NDE, cette dernière ne trouvait pas d’emploi correspondant à sa formation. «
J’ai donc étudié quels étaient les principaux secteurs d’embauche dans la région et l’industrie est arrivé en tête de liste, que cela soit en intérim, CDD ou CDI. J’ai entrepris une formation à l’AFPA sur la découverte des métiers de l’industrie dont le stage s’est déroulé chez NDE. Dès le premier jour, j’ai beaucoup apprécié l’aspect concret du métier : je pars d’un plan et, à la fin, j’ai le résultat de la fabrication en main ». Il n’est pas étonnant que Florian Meslin ait été très agréablement surpris par la qualité du raisonnement, la volonté et la motivation de cette jeune candidate. Après une formation en interne, pendant laquelle Sammah Bessa a appris le fonctionnement de la presse plieuse et la logique de programmation, elle a pu, quelques mois plus tard, réaliser des programmes simples, qu’elle fait valider par Florian Meslin avant d’effectuer les pliages. Gageons qu’avec sa détermination et sa soif d’apprendre, elle sera prochainement autonome à son poste.
L’activité tôlerie n’est pas la seule à avoir bénéficier de cet effort important en matière d’investissements : un tour CMZ avec axe Y, deux centres d’usinage FAMUP, deux centres HURCO (3 axes avec système de palettisation et 5 axes avec robot de chargement déchargement).
Cette stratégie audacieuse s’est réveillée payante : depuis le déménagement, le chiffre d’affaires n’a cessé de progresser. Le découpage emboutissage reste stable à 2 millions d’euros, tandis que la part de la tôlerie ne cesse de s’agrandir. Résultat, le chiffres d’affaires est passé de 3,5 à 4,8 millions d’euros.
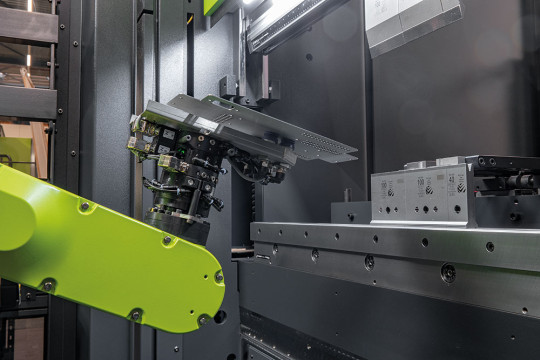
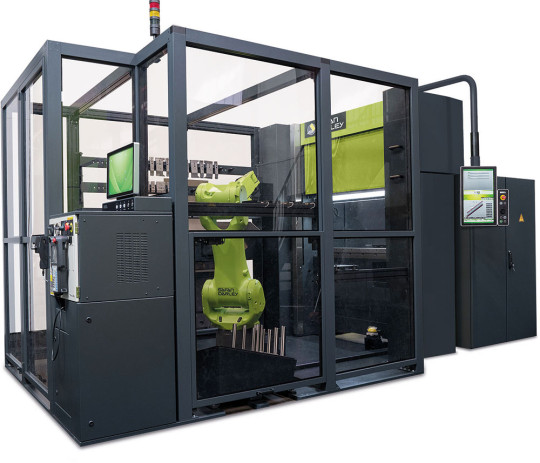
 Autre exemple des investissements réalisés par l’entreprise, cette fois dans l’atelier de mécanique : le centre Hurco palettisé avec robot de chargement déchargement
Autre exemple des investissements réalisés par l’entreprise, cette fois dans l’atelier de mécanique : le centre Hurco palettisé avec robot de chargement déchargement