Selon le dicton, c'est sous la pression que naissent les diamants. Bien que l'on trouve de plus en plus de pression sur les fournisseurs dans tous les secteurs de l'industrie, ce proverbe semble être particulièrement symbolique du secteur automobile. Très peu d'autres secteurs d'activité sont autant assujettis, grâce à une concurrence d'envergure mondiale, à une telle pression qui les obligent à baisser les coûts tout en améliorant la qualité.
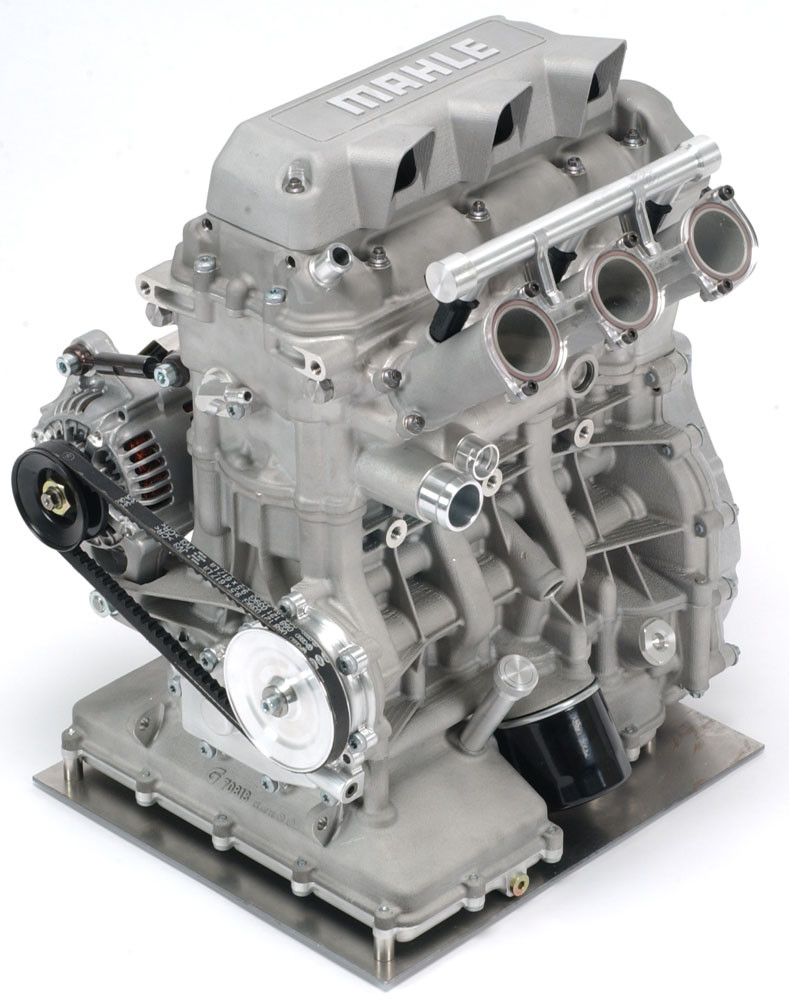
Voici le défi que doit relever depuis plus de 80 ans l'entreprise Mahle AG, l'un des équipementiers les plus connus du secteur automobile. Toujours une société privée, quand même leader dans le domaine du développement et de la production des composants pour les moteurs, depuis le plus petit filtre jusqu'aux systèmes d'admission complets, cette entreprise originaire de Stuttgart, forte de 38 000 employés, est maintenant implantée sur 70 sites partout dans le monde.
«
Nous sommes également capables de fabriquer des moteurs complets », dit Otto Mehrer, directeur de production dans l'usine Mahle située à Öhringen en Allemagne, dédiée à la production de filtres pour les moteurs. Ses mots confirment l'étendue des capacités de Mahle, bien que la perspective de devenir fabricant des moteurs complets ne soit pas du tout d'actualité. En effet, c'est le moteur qui est pris pour représenter la compétence et l'image de marque du constructeur, qui est frappé avec son nom et son logo ? et tout composant qu'y est associé doit répondre au plus haut degré de qualité et performance. Un aspect capital que Mahle prend en considération en choisissant ses fournisseurs, en appliquant sa devise « Faire de mieux en mieux » tout au long de la chaîne de l'approvisionnement.
Un profil requis exigeant
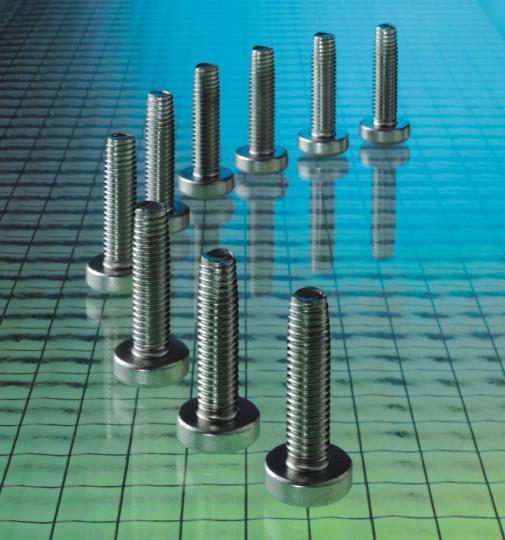
L'entreprise Arnold Umformtechnik est l'un de ces fournisseurs sélectionnés pour ses capacités techniques. Non seulement cette entreprise, appartenant lui-même au groupe Würth, est devenu leader sur le marché européen en tant que fabricant et fournisseur des fixations en frappe à froid de grande qualité et haute technicité, mais elle est parvenue, comme aucun autre de ses concurrents, à réaliser des économies très importants sur les coûts d'assemblage.
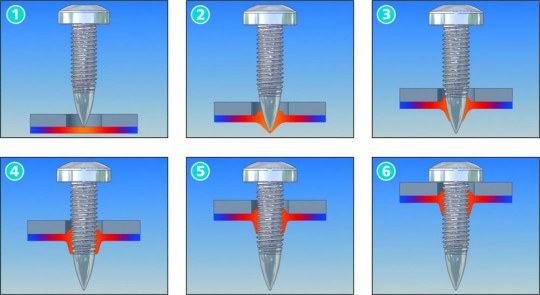
C'est ce que confirme également Otto Mehrer, dont le site de production de Mahle utilise les vis Arnold pour l'assemblage depuis plus de 10 ans. Avant tout l'utilisation des vis autoformeuses, comme par exemple les produits de la gamme Taptite 2000, a engendré une baisse de coût conséquente. Les études montrent que le coût d'une vis ne représente que 15% du coût de la liaison, le reste étant absorbé par les coûts de préparation, usinage, contrôle, acheminement et stockage des pièces à assembler. Ceci dit, les analyses internes de Mahle démontrent clairement que, bien que la vis autoformeuse soit jusqu'à 33% plus chère que son homologue métrique, son utilisation permet jusqu'à 80% de réduction du coût global de la liaison. « Le principe de préférer les vis autoformeuses pour toute assemblage permet de réduire durablement le coût total de fabrication, notamment autour de la préparation des pièces à assembler», constate Otto Mehrer, confirmant ainsi une étude interne réalisée par Arnold qui aboutit aux mêmes conclusions.
Réduction des coûts tout au long du processus
Mr Mehre ajoute : «
Le vissage direct des vis autoformeuses dans des avant-trous bruts permet, selon nos analyses, de réduire les coûts de fabrication de 0,25 ? par pièce, sans entraver nos exigences de qualité ». C'est en partenariat avec Arnold que Mahle a pu non seulement optimiser ses coûts, mais aussi s'assurer d'un processus sûr et simplifié, et également une qualité sans reproche.
Bien que les économies varient, selon qu'on utilise un vissage manuel, semi-automatique ou automatique, elles sont toujours importantes : la réduction des coûts peut aller de 65% pour un montage manuel à 80% pour un montage automatique. La baisse considérable des coûts d'investissement est déterminante par rapport aux assemblages traditionnels, particulièrement en considérant les coûts liés aux opérations en amont du et après stockage. « Les solutions de vissage direct permettent de diminuer les coûts de gestion, tels les coûts de développement, de logistique, de commande et de stockage dans la phase de préfabrication, et de minimiser les écarts de qualité », explique M. Mehrer.
Concrètement, pour un assemblage dans des avant-trous bruts, les phases de perçage, de taraudage, et de contrôle deviennent inutiles. Les outils associés à ces opérations, tels le poste d'usinage nécessaire au taraudage métrique, et le dispositif de nettoyage pour les emplacements de vissage concernés, ne sont plus nécessaires. Idem pour le pompage et la technique d'élimination de l'émulsion de perçage, ainsi que pour la fourniture d'instruments de mesure pour contrôler le gabarit de taraudage métrique. Cette économie d'investissement, à laquelle on doit ajouter le temps gagné en éliminant ces étapes, réduit le coût global de production.
Le vissage direct plébiscité
Otto Mehrer expose les impératifs de la manière suivante : «
Nous constatons en moyenne 40% d'opérations de vissage direct sans taraudage au préalable, avec tendance croissante. Nous devons encore faire tomber quelques préjugés chez nos clients. Finalement, ces derniers nous imposent en large mesure la technique d'assemblage utilisée. C'est pourquoi il est très important d'intégrer le plus tôt possible dans le processus de développement des spécialistes, tels que les responsables de projet du groupe Arnold, dans le processus de développement de nouveaux produits. Car seule une intervention dès la conception du produit permet de faire jouer pleinement le potentiel d'économies réalisables ». C'est ainsi l'avenir du vissage direct par moyen de vis autoformeuses, telles les vis de la gamme TAPTITE 2000, chez Mahle : un moyen performant pour relever les défis du secteur automobile, et d'en sortir gagnant.