Le répertoire
de la machine outil
L’outil affûté pour vos investissements
2000 fiches produits, 9657 actualités, 1178 vidéos
2000 fiches produits, 9657 actualités, 1178 vidéos


Le temps, c'est de l'argent - cela vaut non seulement pour les opérations en cou...
> Lire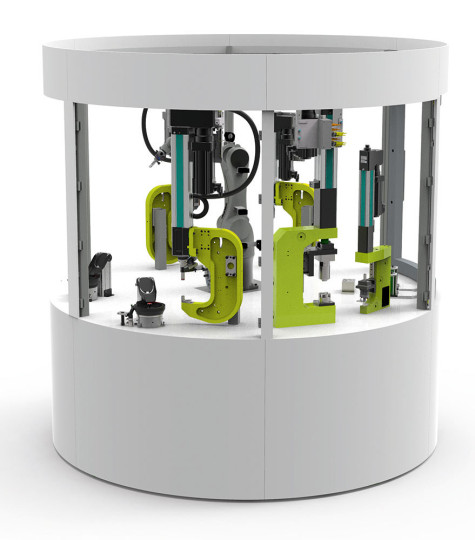
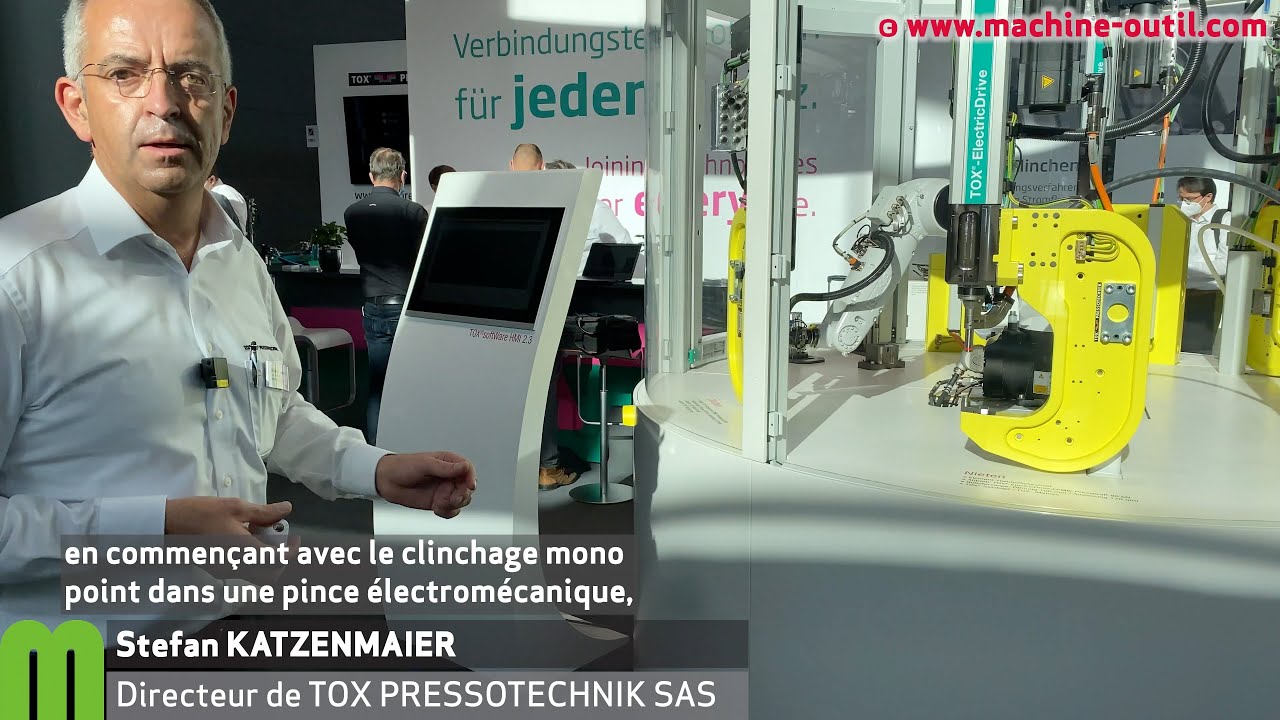
En plus du clinchage TOX® (Point Rond TOX®) pour l'assemblage de tôles fines et ...
> Lire
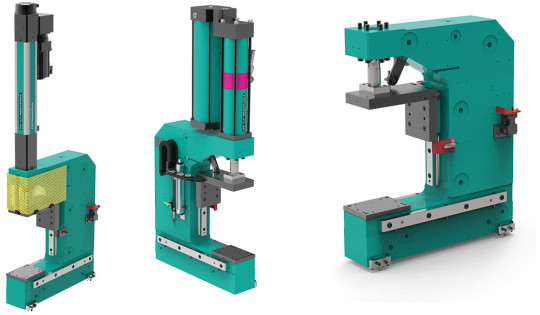
En plus du clinchage TOX® (Point Rond TOX®) pour l'assemblage de tôles fines et ...
> Lire
Le temps, c'est de l'argent - cela vaut non seulement pour les opérations en cou...
> Lire
En plus du clinchage TOX® (Point Rond TOX®) pour l'assemblage de tôles fines et ...
> Lire
En plus du clinchage TOX® (Point Rond TOX®) pour l'assemblage de tôles fines et ...
> Lire