L'automatisation des processus de fabrication dans la mise forme des métaux passe par l'intégration de l'assurance qualité avec des dispositifs de surveillance. L'exemple du clinchage ne déroge pas à cette règle où effort et course sont suivies et documentées.
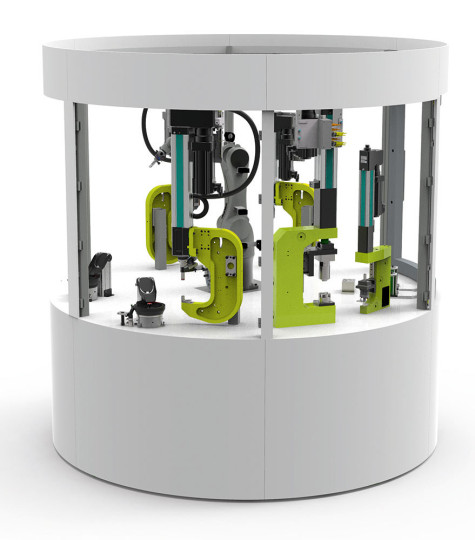
Lorsqu'il s'agit de mettre en œuvre de séquences de production où l'effort est associé à une régulation du process, les entraînements électromécaniques asservis s'imposent comparativement aux entraînements mécaniques, pneumatiques ou hydrauliques. Les exigences de l'industrie automobile pour des systèmes asservis paramétrables conduisirent TOX PRESSOTECHNIK au développement de son programme TOX-ElectricDrive. Système de surveillance et d'assurance qualité avec software accompagnent la livraison des systèmes d'entraînement asservis TOX-ElectricDrive pour l'exécution des opérations de clinchage. Toutes les séquences de clinchage sont qualitativement surveillées et documentées ainsi que la cote "X" de clinchage.
Facilement accessible, la cote "X" valide la qualité du clinchage assemblant deux tôles par un point de clinchage. Rappelons que cette cote représente l'épaisseur en fond de point qui est proportionnelle à la résistance au cisaillement et à la traction requise par l'assemblage et l'usure des matrices de clinchage. Elle s'inclue dans le protocole de contrôle qualité avec tous les autres paramètres à surveiller durant l'opération de clinchage.
La cote "X" est généralement tolérancée à des limites de fluctuation de ±15%. Avec un contrôleur d'axe X et un software standard, la cote "X" est mesurée indépendamment des variations d'épaisseur des tôles, de leur résistance à la rupture et de traction. Une tolérance de précision ± 0,04 mm de la cote "X" améliore la répétitivité dimensionnelle en fabrication du point de clinchage. La valeur de la cote "X" peut être affichée à l'écran d'un PC et mémorisée en tant que valeur finale.
Une enveloppe de courbe peut être combinée avec le contrôleur d'axe X pour établir un système de surveillance du process de clinchage. Il est possible de surveiller effort, course et usure dans les process d'assemblage par clinchage. Dans ce cas la ligne effort et position ne doit pas se situer en dehors de l'enveloppante prévue. En cas de coupure de l'enveloppe l'utilisateur peut prévoir et décider si le process peut continuer jusqu'à la fenêtre objectif et indiquer l'erreur en fin de process ou bien s'il doit immédiatement interrompre le process. La courbe peut être entrée et classée automatiquement pour les opérations d'assemblage.
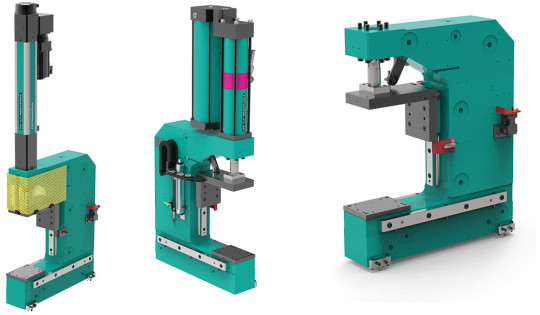
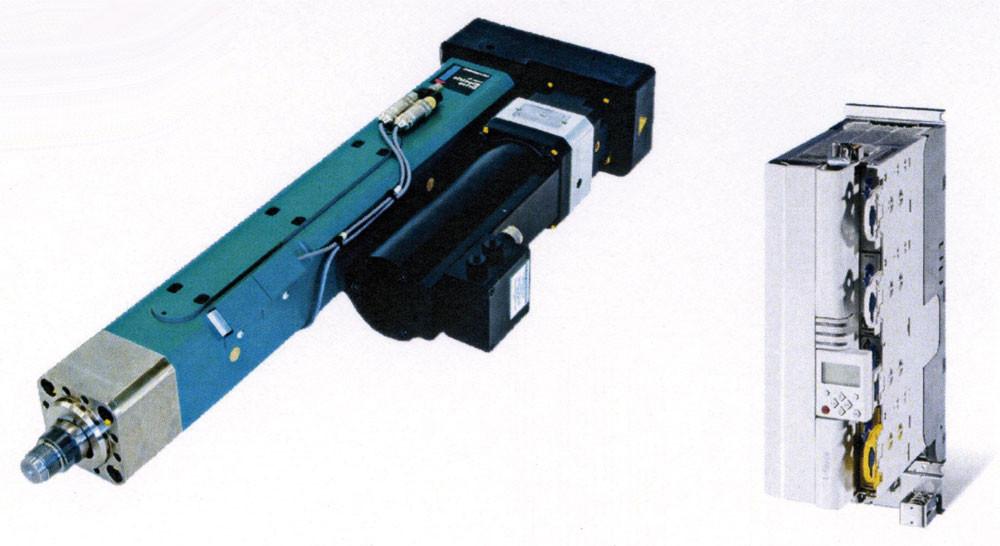
De construction modulaire TOX-ElectricDrive s'applique pour des efforts de 0,5 à 400 kN de façon universelle des presses simples aux presses de haute précision en passant par des presses dédiées à des applications spécifiques. Il comprend un servo-axe, un contrôleur avec sécurité de catégorie 3 intégrée, un jeu de câbles et un logiciel TOX softWare.