Une augmentation importante des besoins de coupe ont amené Chantiers de l’Atlantique à revoir l’organisation du débit des tubes et des profilés, avec un objectif : l’automatisation du process.
Chantiers de l’Atlantique se voit de loin, non par les bâtiments, mais par les paquebots en construction qui dépassent en hauteur les édifices proches. Et on se sent effectivement tout petit lorsqu’on se promène sur le quai à proximité de l’un d’entre eux. Si la construction des navires à passagers les plus grands du monde fait régulièrement l’actualité, l’entreprise construit aussi des navires de taille moyenne et des vaisseaux militaires. Elle développe également une gamme de prestations dédiées aux marchés des énergies marines renouvelables, ainsi que de l’exploitation gazière et pétrolière en mer au travers de l’unité Atlantique Offshore Energy.
Transformation des besoins
J’ai eu l’occasion de visiter l’atelier UPS pour Usinage Profilés Spéciaux. Sous cette appellation sont regroupés les tubes, les cornières, IPN et plats (en particulier l’acier plat à boudin utilisé pour la construction de navires). Cet atelier alimente différents ateliers de l’entreprise, tant pour le secteur naval que pour l’offshore.
Pour la coupe de tubes ronds et carrés, «
l’atelier utilisait depuis une dizaine d’années une ligne de débit qui était plutôt considérée comme une machine de serrurerie que comme une machine de production car nous avions historiquement assez peu de besoins de coupe » explique Eric Bienvenu, Responsable Investissement à Chantiers de l’Atlantique.
La machine précédente était automatique, mais avec beaucoup d’interventions nécessaires, « ce qui fait que l’opérateur était obligé d’intervenir une dizaine de fois entre le chargement matière et la sortie de ligne ».
La conception des navires a évolué notablement au cours de cette période et les besoins dans ce domaine ont été multipliés. Les épontilles sont des tubes qui assurent, comme sur un bâtiment classique, un rôle de structure qui soutient les différents étages (ponts) et assure une bonne répartition des efforts.
Cette mutation des besoins a rendu nécessaire de repenser l’opération de débit, devenue stratégique pour les ateliers en aval de l’atelier UPS qui fonctionnent en juste à temps. «
Tout retard dans l’atelier UPS bloque des ateliers qui emploient 500 personnes, comme l’atelier qui fabrique les panneaux (étages) entiers de navires ». Cet atelier intègre les épontilles avec les nappes (planchers) et les cloisons. L’absence d’épontilles bloque la progression. Un projet d’investissement fut alors mis à l’étude afin de disposer d’une ligne de production capable d’encaisser cet accroissement des quantités de tubes et profilés à débiter. Deux types de profilés représentent 60% de la production et le reste est partagé entre un grand nombre de profilés aux profils et dimensions variés.
 Devant la ligne de débit Behringer, André Laurent de Behringer France, Marion Rouault, Chef de Projet et Manuel Remaud, Chef de Projet
Devant la ligne de débit Behringer, André Laurent de Behringer France, Marion Rouault, Chef de Projet et Manuel Remaud, Chef de ProjetFiabilité, robustesse et automatisation
«
Nous avons recherché une machine plus industrielle, c’est-à-dire plus fiable et robuste, et surtout, afin de réduire les temps de cycle et éviter toutes les interventions manuelles, nous avons voulu automatiser ».
Si le marché du sciage comporte de nombreux acteurs avec une grande amplitude de prix et de qualité, les fournisseurs de solutions de sciage automatisés sont beaucoup moins nombreux.
L’automatisation n’est pas un process miraculeux qui résout tous les problèmes sur un claquement de doigts. Une phase d’analyse précise des besoins est indispensable afin de positionner favorablement le curseur entre l’essentiel et le superflu. Il en va en effet de la rentabilité de l’investissement : «
Automatiser, ça veut dire qu’on ne va pas forcément passer 100% de la production. Il faut savoir se concentrer sur les vrais besoins et exclure les choses que ne pourra pas faire la machine. Pour être fiable, nous ne voulons pas de moutons à cinq pattes. Nous préférons une machine qui reste relativement simple et répond à 95% de nos besoins de production, c’est-à-dire les épontilles ».
La coupe en paquet a par exemple été écartée des options possibles sur la ligne car c’est une opération réalisée très rarement par l’atelier UPS. De plus, cette opération était réalisée précédemment principalement sur les plats boudins dont les paquets n’étaient pas toujours parfaitement arrangés, ce qui aurait compliqué l’automatisation. L’ancienne machine a été conservée pour traiter ces cas particuliers.
Au-delà des capacités de la scie en matière de format de pièce à découper et du choix de la coupe droite ou biaise, une attention particulière a été apportée aux phases d’entrée et de sortie.
En entrée, il fallait pouvoir charger plusieurs types et formats de tubes, avec la possibilité d’enchaîner tubes de petites et grandes sections, afin d’assurer une autonomie suffisante à la ligne.
Outre l’opération de chargement et de coupe, le goulet d’étranglement provenait antérieurement de la gestion de la sortie pour la séparation des pièces en fonction de leur taille. Sans compter l’absence de marquage qui nécessitait une opération annexe.
 Vue de la zone de chargement
Vue de la zone de chargement
«
La problématique est surtout de gérer la pièce finie, et en particulier les petites pièces : d’où l’utilisation d’une pince en sortie. La présence de pièces après coupe biaise génère des formes qui rendent difficile l’évacuation en poussant » explique André Laurent, gérant de Behringer France. D’autant plus que les pièces les plus petites en sortie ont une dimension de 50 mm. Sans la présence de cette deuxième pince, la ligne ne pourrait être que semi-automatique avec la présence nécessaire d’un opérateur pour évacuer ces pièces et relancer le cycle.
La capacité de traiter automatiquement les très petites pièces est l’autre avantage essentiel de la ligne Behringer «
Avant, un opérateur devait intervenir pour évacuer toutes les pièces d’une taille inférieure à 1 mètre. Nous interrompions le cycle toutes les 5 minutes » précise Eric Bienvenu. Et si un opérateur n’était pas disponible à ce moment, la production s’arrêtait. L’absence d’un opérateur pour maladie pouvait s’avérer problématique.
Aujourd’hui, pendant que la ligne coupe sans interruption, l’opérateur va pouvoir gérer la CN de la machine, l’alimenter et décharger les pièces finies. La coupe se fait donc en temps masqué.
«
Une passerelle informatique permet à l’opérateur de choisir le programme sur la commande numérique après avoir posé le tube brut sur la table d’entrée. Après la coupe, chaque pièce est identifiée, ce qui lui permet de savoir en sortie vers où elle doit arriver » indique Marion Rouault, chef de projet pour Chantiers de l’Atlantique.
La programmation est faite hors ligne. L’opérateur n’a donc pas besoin de définir les caractéristiques de la coupe. Toutes les imbrications et les types de coupe sont définies en amont.
Chaque jour, l’atelier UPS reçoit environ 15-20 produits à débiter (tube, profilés..) dans la journée et l’opérateur dispose d’un document reliant chaque profilé à un programme. A chaque chargement sur les tables d’amenage, il n’a donc plus qu’à appeler le programme correspondant sur la CN. Pour plus de sécurité, la ligne dispose d’un contrôle automatique de la section de la barre afin de s’assurer que la dimension correspond à celle attendue par le programme de coupe.
L’atelier UPS ne produit pas en série : ce sont les ateliers clients qui pilotent la demande. Chaque pièce est donc unique et doit donc être marquée afin de gérer le suivi dans les ateliers suivant. Le besoin d’un marquage intégré à la ligne de sciage était donc indispensable. Il s’agit ici d’un marquage jet d’encre.
«
Aujourd’hui, le fonctionnement du process de débit est beaucoup plus souple et nous n’avons plus de retards de production. L’opérateur peut s’absenter du poste de commande pour se concentrer principalement sur la logistique de la machine : son chargement et son déchargement. La productivité est améliorée » conclut Eric Bienvenu.
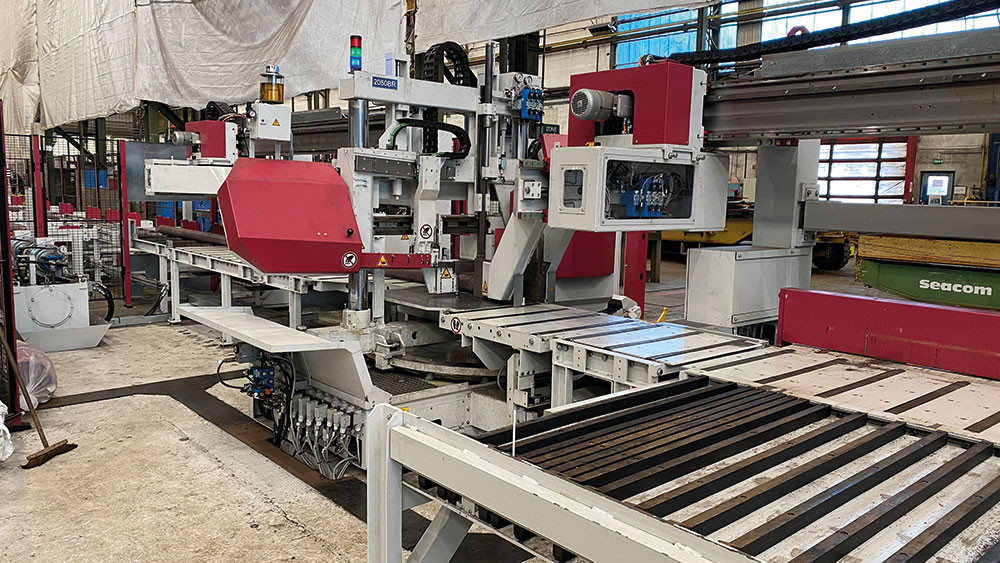
 Vue de la ligne de débit automatisé avec la scie Behringer au premier plan
Vue de la ligne de débit automatisé avec la scie Behringer au premier plan