C’est du 14 au 17 mai 2013 qu’ont eu lieu les traditionnelles journées techniques FutureDays organisées par Kasto (les dernières avaient eu lieu en 2010). Un événement qui permet de situer l’entreprise dans son environnement, de présenter les dernières innovations, les tendances actuelles et à venir dans le sciage comme dans le stockage.
 Armin Stolzer, président de l'entreprise. (Photo Kasto)
Armin Stolzer, président de l'entreprise. (Photo Kasto)
Dans le cadre de ces portes ouvertes, Armin Stolzer, qui préside depuis 25 ans la société Kasto, a mis l’accent sur quatre points de recherche essentiels dans la politique de la société : le sciage, l’automatisation, l’optimisation du process et l’efficacité énergétique. Kasto emploie à ce jour 90 personnes dans la R&D, ce qui représente 16% de ses effectifs et investit 5% de son chiffre d’affaires dans le développement de nouveaux produits.
Sous l’appellation KPC (Kasto Performance Cutting), Kasto créée une « plus-value » dans le sciage tout en améliorant les performances de coupe grâce entre autres à un guide-ruban que l’entreprise continue à optimiser et à standardiser, la stabilité de coupe (par exemple apportée par un volant à palier double centré), une interface homme machine modernisée ou encore l’utilisation du ruban adapté. L’automatisation est également un point clé des développements actuels et futurs de l’entreprise. Dans le but d’éviter au maximum les interventions humaines et de fabriquer des produits toujours plus aboutis, l’entreprise propose de nombreuses solutions pour intégrer des technologies complémentaires (par exemple, un système de chanfreinage) et automatiser la production via des robots et des systèmes de manutention variés.
L’amélioration du process fait appel à l’interaction avec les ERP (PGI) des entreprises, à l’intégration de logiciels d’optimisation pour la coupe, à la gestion des différentes étapes de la ligne (débit, manutention, opérations annexes, identification), aux interfaces pour la connexion à des machines d’usinage d’autres constructeurs (par exemple, pour la
découpe laser, le
poinçonnage ou le
pliage,
BYSTRONIC FRANCE SAS,
PRIMA POWER,
RAS Reinhardt Maschinenbau,
SALVAGNINI ITALIA SPA ou
TRUMPF SAS) et à la simulation (voir le paragraphe ‘Une offre logicielle complète’).
Pour améliorer l’efficacité énergétique de ses machines, Kasto met l’accent sur un mode veille de l’hydraulique qui en plus permet une réduction du bruit dans l’atelier. Les techniques d’entraînement sont également mises à contribution avec des entraînements à régulation, des systèmes de récupération de l’énergie, l’optimisation des rendements de coupe et des systèmes anti-vibrations. L’optimisation du poids des composants est également une sérieuse piste d’amélioration, par exemple en réduisant le poids des transstockeurs.
 La Maxcut est un des modèle les plus grands de la gamme Kasto
La Maxcut est un des modèle les plus grands de la gamme KastoL’expérience acier au service de l’aluminium
S’appuyant sur sa très longue expérience dans le sciage des aciers, Kasto a présenté sa nouvelle gamme de scies à lame circulaire et à ruban pour tous types de produits en aluminium (et PVC) : profilés, pleins, lingots ou plaques. Pour passer d’un monde à l’autre, il a fallu augmenter les vitesses, changer les réducteurs, optimiser l’aspiration des copeaux et travailler avec des rubans carbures. Ces gammes de scies pour l’aluminium se déclinent en fonction des pièces brutes à débiter :
 Tronçonneuses à fraise scie KASTOalu pour le débit des profilés. (Photo Kasto)
Tronçonneuses à fraise scie KASTOalu pour le débit des profilés. (Photo Kasto)
- Kastoalu, tronçonneuses à fraise-scie pour la coupe droite ou biaise jusqu’à 70° de profilés (ø 200 mm, 300 x 100 mm en plat) ;
- Kastovariospeed M15, tronçonneuse pour les petites et moyennes séries de pleins et profilés ;
- Kastospeed M tronçonneuse pour le très grand débit dans les diamètres allant jusqu’à Ø 152 mm ;
- Kastotec M, scie à ruban pour le débit des pleins et des profilés, aussi bien en coupe unitaire qu’en grande série (ø 830 mm, 830 x 1060 mm en plat) ;
- Kastovertical M, scie à ruban vertical pour la coupe des petites plaques, blocs et pièces moulées d’une hauteur maxi. de 600 mm et d’une longueur de coupe de 1.250 mm ;
- Kastoplate M et Kastobbs M, scies à ruban vertical pour les plaques de dimensions360 x 2560 mm, longueur jusqu’à 8000 mm) ;
- Kastobloc M et Kastobbs M, scies à ruban vertical pour les blocs de dimensions 2060 x 2060 mm, longueur jusqu’à 6000 mm) ;
- Kastomaxcut AM, scie à ruban horizontal pour débiter des plaques dans des lingots (épaisseur mini de 6 à 200 mm dans des blocs de 2200 x 850 mm maxi) ;
- Kastocross M, scie à ruban pour la coupe de brames en aluminium de 2.500 x 850 mm maxi
Afin d’optimiser et d’adapter les flux matières à chaque entreprise, tous ces types de machines peuvent être équipés d’une périphérie amont ou aval plus ou moins automatisée.
 Magasin de stockage des tôles, plaques et lingots Uniline de Kasto. (Photo Kasto)
Magasin de stockage des tôles, plaques et lingots Uniline de Kasto. (Photo Kasto)
De même, l’expérience Kasto dans le domaine du stockage des aciers a facilité la conception de ces magasins et systèmes de manutention dédiés à l’aluminium (et au PVC). On retrouvera donc les systèmes de stockage de type :
- Unitower pour profilés et barres pleines ou Unitower B pour tôles et plaques (jusqu’à 150 cassettes et palettes) ;
- Uniportal en versions profilés et barres pleines ou tôles et plaques (de 100 à 300 cassettes) ;
- Unitop pour profilés et barres pleines (de 200 à 600 cassettes) ;
- Uniline pour le stockage de tôles, plaques et lingots (à partir de 200 palettes) ;
- Unicompact en versions profilés et barres pleines ou plaques (à partir de 600 cassettes).
Ces magasins de stockage peuvent être équipés de différentes manières afin de répondre aux spécificités de chaque application : manipulateurs, ponts avec palans à chaînes, cerclage automatique, bobinage automatique.
Une offre logicielle complète
En matière de logiciel, Kasto a mené un effort particulier sur la phase de conception des lignes avec magasin de stockage et sur leur utilisation pour gérer la logistique interne à l’entreprise.
La phase de conception et de prise en compte des besoins du client est un élément essentiel de la réussite pour ce type d’installation. Pour optimiser les processus jusque dans les moindres détails, Kasto a mis au point une solution logicielle complète de simulation de l’ensemble de l’installation. Elle est basée sur Kastolvr, le logiciel de gestion des stocks. Celui-ci communique avec le système d’information de l’entreprise et en particulier la GPAO ou l’ERP (plus de 300 systèmes gérés) tout en tenant compte des impératifs en matière d’organisation de la commande ou de stratégie d’emmagasinage. Il pilote également toute la phase opérationnelle, de la réception des marchandises à la gestion de l’expédition, en passant par la manutention, l’emmagasinage, la préparation de commandes (sortie de magasin et sciage ou découpe laser, poinçonnage ou pliage), l’identification et l’assurance qualité. Il gère également l’optimisation des coupes droites ou biaises avec gestion des plans de coupe.
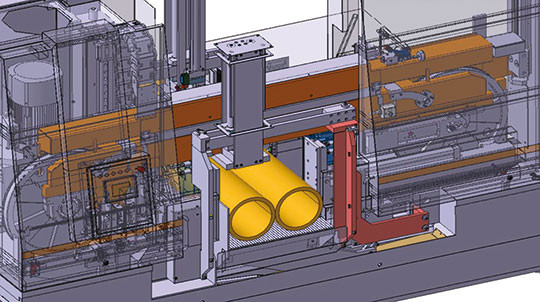
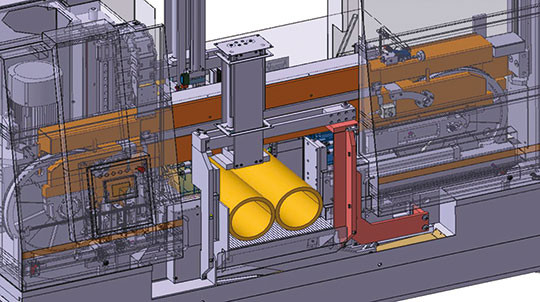 Sciage de tubes avec ruban carbure. (Doc Kasto)
Sciage de tubes avec ruban carbure. (Doc Kasto)
En matière d’ergonomie, Kasto a cherché à uniformiser l’interface utilisateur entre la commande machine et Kastolvr afin que les utilisateurs retrouvent leurs marques en passant de l’un à l’autre. Un soin particulier a été également apporté pour permettre à l’utilisateur d’avoir un retour d’information approprié à chaque étape, par exemple pour la détection de problème.
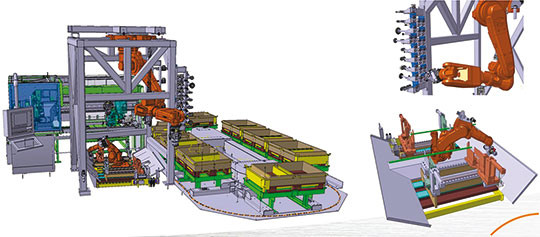
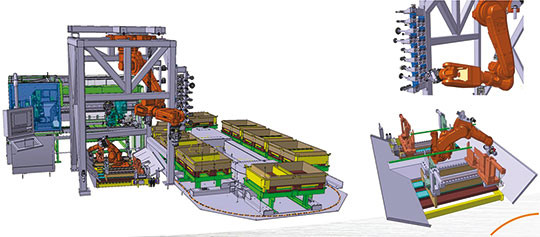 Kasto s’intéresse énormément aux possibilité d’automatisation des processus autour de la coupe. Ici, exemple de manutention autonome des coupes en tant que partie d‘une organisation décentralisée entre scie, robot manipulateur, dispositif d‘ébavurage et gestion des conteneurs. (Doc Kasto)
Kasto s’intéresse énormément aux possibilité d’automatisation des processus autour de la coupe. Ici, exemple de manutention autonome des coupes en tant que partie d‘une organisation décentralisée entre scie, robot manipulateur, dispositif d‘ébavurage et gestion des conteneurs. (Doc Kasto)
Kastolvr assure donc l’optimisation des processus et démontre également son potentiel lors de la phase de conception de la ligne avec la simulation graphique de la totalité de la chaîne de production. Le bureau d’études peut donc tester virtuellement les différentes problématiques liées à l’installation d’une ligne sophistiquée afin d’optimiser et séquences et stratégies d’usinage : par exemple, en réalisant différents plans d’implantation, en simulant différents types de magasins (transstockeur, magasin nid d’abeille, chassis empilables) ou en détectant les goulets d’étranglement potentiels. Tous les aspects de la lignes peuvent être visualisés à l’écran : le magasin, la scie, les opérateurs, la manutention via chariot élévateur ou encore le chargement du camion en sortie. Via le logiciel Kastolvr, des statistiques sur l’utilisation de la ligne en conditions réelles peuvent être obtenues.
Les problèmes éventuels sont détectés avant la fabrication de la ligne et il est ainsi possible d’en réduire la phase de conception tout en améliorant ses performances.
Kasto en chiffres
Présente dans 50 pays, au travers de trois filiales (comme en France) ou de distributeurs, Kasto a livré au cours de son histoire plus de 135 000 machines à scier et plus de 1600 magasins automatiques. Le chiffre d’affaires était de 111 millions d’euros en 2012, dont 50% à l’export. Kasto conçoit et fabrique des produits sophistiqués adaptés aux exigences du marché mais également des produits plus classiques pour l’exportation vers les pays émergents.
 Vue du siège de l’entreprise Kasto en Allemagne. (Photo Kasto)
Vue du siège de l’entreprise Kasto en Allemagne. (Photo Kasto)
90 personnes sont affectées à la recherche et développement ce qui représente 16% des effectifs. 5% du chiffre d’affaires est consacré à la recherche de nouveaux produits.