Hervé Valliet, Président de SORI a longtemps pratiqué la course de voitures radio-commandées à haut niveau. Cette discipline exigeante qui nécessite une concentration et une vivacité sans faille est totalement en phase avec la gestion d’entreprise agile qu’il a mise en place, et dont les deux dernières représentantes sont les panneauteuses robotisées Salvagnini.
Fondée il y a 47 ans par Lucien Valliet, père de l’actuel dirigeant Hervé Valliet,
SORI qui signifie Société d’Outillage et de Réalisations Industrielles, a connu plusieurs vies. Initialement, la société était spécialisée dans la mécanique générale, avec un outil industriel (tournage, fraisage et rectification) principalement destiné à la fabrication d’outillage pour le découpage et l’emboutissage. Au démarrage de l’entreprise, les outils étaient essayés chez le client, avant que l’intégration d’une presse dans l’atelier ne permette de réaliser les essais en interne. Soucieux de rentabiliser cet investissement Lucien Valliet décida d’utiliser la presse pour produire des pièces lorsqu’elle n’était pas occupée par les essais. La sous-traitance en découpage emboutissage est venue progressivement compléter l’activité d’origine. Près de 60% de l’activité était générée par un important fabricant d’outillage portatif qui produisait encore en France à cette époque et pour laquelle SORI fabriquait des coffrets de rangement en métal (le plastique n’avait pas encore acquis ses titres de noblesse pour ce type d’application). Malheureusement, les délocalisations dans les pays à bas coûts décidées par ces plus gros clients et la montée en puissance du plastique, ont fini par mettre l’entreprise en difficulté au milieu des années 80.
 Devant l’une des panneauteuses P2, Serge Bourdier de Salvagnini France et Hervé Valliet de SORI
Devant l’une des panneauteuses P2, Serge Bourdier de Salvagnini France et Hervé Valliet de SORIExpert en solutions de rangement et en tôlerie fine
Hervé Valliet avait intégré l’entreprise fin 1985 et il n’allait donc pas tarder à se retrouver face à des défis considérables. C’est dans ces périodes troublées que se manifestent les vrais chefs d’entreprise. Le redéploiement de l’entreprise se devait d’être rapide et bien maîtrisé pour permettre sa survie.
«
Nous avons décidé de nous orienter vers la fabrication de systèmes de rangement à destination des professionnels avec un outil de production nous permettant de fabriquer en dimensions variées sans avoir de frais d’outillage et de délais de mise en fabrication. D’où l’infléchissement vers la tôlerie fine » se souvient Hervé Valliet. «
Il s’agissait dans un premier temps de produire tout ce que nos clients ne pouvaient pas donner en Chine, faute de volumes suffisants ».
La gamme des rangements s’est rapidement étendue, d’une part à destination des artisans et entreprises du bâtiment (coffres à outils, coffres de chantier, coffres de travaux publics), et d’autre part en direction de l’industrie (établis, armoires, servantes d’atelier). Outre la gamme de produits vendus sous sa marque, SORI fabrique également des systèmes de rangement pour des grandes marques d’outillage. Plus tard, à la fin des années 90, l’aménagement des véhicules utilitaires est venu renforcer l’offre de l’entreprise avec des solutions modulaires (tiroirs, coffrets sur chariots, étagères, etc.) riches de plusieurs centaines de références.
Aujourd’hui, le catalogue de produits standards représente 50% de l’activité. Elle est réalisée au travers des distributeurs de produits à destination des professionnels. Le complément est généré par les produits labellisés pour des marques d’outillage et la sous-traitance en tôlerie fine. Cette activité de sous-traitance bénéficie du savoir-faire de l’entreprise et lui permet de proposer de la conception ou de la co-conception.
Flexibilité, agilité, intégration et autonomie financière
Le simple remplacement des presses par des machines de tôlerie n’aurait certainement pas était suffisant pour perenniser l’entreprise, d’autant plus, qu’à partir de la mise en place de l’euro, les variations de l’euro face au dollar ont été un autre élément perturbateur : l’export qui représentait jusqu’à 25% du chiffre d’affaires a été laminé par la parité défavorable euro-dollar.
En parallèle de l’évolution technologique, destiné à accompagner le passage du travail des grosses séries à des petites et moyennes séries, voire de la pièce unitaire, Hervé Valliet a énormément travaillé sur la flexibilité de la production et l’agilité de l’entreprise. Tout ceci, dans une entreprise très intégrée, puisque les ateliers produisent des pièces prêtes à être expédiées : tôlerie (découpe laser et poinçonnages automatisés, pliage manuel ou automatisé via une cellule robotisée de pliage et deux panneauteuses robotisées), soudage TIG, MIG et par points en mode manuel ou robotisé, chaîne de peinture (liquide ou poudre) et conditionnement.
«
L’avancée de l’informatique industrielle et de la programmation déportée, dont Salvagnini a été un des précurseurs pour les métiers de la tôlerie, avec l’utilisation de jumeaux numériques qui permettent de réaliser virtuellement les essais avec une visualisation en 3D, nous assure de valider rapidement nos fabrications » apprécie Hervé Valliet. Le temps des allers-retours entre les méthodes et l’atelier avec tout ce que cela implique (immobilisation de la machine, rallongement des délais, gaspillage de matière première, etc.) fait partie du passé.
Dernier aspect essentiel de la stratégie mise en place par Hervé Valliet, la restauration de l’autonomie financière de l’entreprise. En une trentaine d’années SORI est passée d’une très forte dépendance des banquiers à une indépendance «
avec un fond de roulement couvrant parfaitement les besoins de la société de façon à disposer du libre choix de pouvoir décider des investissements sans attendre d’avoir les marchés. Les trois cellules de pliage Salvagnini m’ont permis de retourner voir d’anciens clients et d’en démarcher de nouveaux afin de faire évoluer l’image qu’ils pouvaient avoir des fabricants français supposés trop chers en étant compétitifs par rapport aux pays low-cost ». L’on comprend mieux pourquoi SORI demeure aujourd’hui le seul fabricant français indépendant de systèmes de rangement alors qu’il en existait près d’une trentaine il y a 30 ans.
 Pour ses fabrications SORI s’appuie également sur une cellule robotisée de pliage Salvagnini Roboformer.
Pour ses fabrications SORI s’appuie également sur une cellule robotisée de pliage Salvagnini Roboformer.Un outil industriel adapté à la stratégie commerciale
Toujours dans une logique de rupture, mais cette fois au niveau commercial, Hervé Valliet est parvenu à convaincre ses clients dans le domaine des produits labellisés, de ne pas uniquement rencontrer l’acheteur : «
Au-delà de l’acheteur, je demande à rencontrer le directeur commercial, le directeur financier et le responsable de la logistique ». En effet, si le prix est un élément essentiel pour le client d’autres aspects peuvent en atténuer l’importance si l’on prend en compte la psychologie du client final lors de l’achat d’une solution de rangement : «
L’artisan n’ouvre jamais la porte d’une entreprise de fourniture industrielle pour la caisse à outils. Il va l’acheter quand il la voit en promotion et quand ça va bien. C’est la dernière branche de l’arbre qui pousse et c’est la première que l’on coupe quand la situation économique devient délicate ».
Le distributeur organise donc régulièrement des campagnes promotionnelles qui sont prévues plusieurs mois à l’avance. Avec la montée en puissance de la Chine dans la fabrication, le cycle est toujours le même. Imaginons la préparation d’une campagne de promotion prévue en novembre : on estime le volume des différentes gammes à commercialiser en début d’année ; on passe commande avec un acompte de 30% de la commande en mai ; la production est finalisée en juin et le solde de la commande est réglé ; les produits sont envoyés vers la France pendant les mois de juillet et août ; Réceptionnés en septembre les produits vont être dispersés dans les différents magasins de l’enseigne ; Enfin l’action promotionnelle débute. Généralement les choses ne se passent jamais comme prévu avec des clients qui n’achètent pas selon les prévisions. L’enseigne se retrouve alors avec des volumes d’invendus sur certains produits et rate des ventes sur d’autres. Dans les deux cas, pas de miracle : les invendus vont être bradés et il est trop tard pour recommander en Chine.
La proposition commerciale d’Hervé Valliet se révèle alors redoutable pour répondre à ce type de problématique. Les produits sont fabriqués en France, en fonction des besoins réels et non des besoins supposés, ce qui permet une fabrication beaucoup plus tardive pour une livraison des premières séries en septembre, avec un règlement à 45 jours. D’un point de vue financier, le distributeur protège sa trésorerie. Lors de l’opération promotionnelle, le distributeur tient SORI au courant de l’évolution des ventes des différentes gammes chaque semaine. La fabrication de chaque modèle est donc corrélée au chiffre de vente réel, ce qui satisfait le directeur commercial qui ne rate aucune vente. Enfin, le directeur logistique est satisfait de ne pas avoir à gérer le stockage de produits volumineux longtemps à l’avance.
Afin de renforcer sa réactivité l’entreprise dispose en permanence de 300 tonnes de tôles d’acier, inox et aluminium (pour une consommation annuelle de 1800 tonnes) et de nombreux composants en stock, ce qui permet de lancer des fabrications sans attendre un approvisionnement extérieur.
On mesure donc l’importance d’avoir restauré l’indépendance financière de l’entreprise pour disposer d’un stock de matière première important et investir librement, car une telle démarche commerciale nécessite une organisation industrielle sans faille.
L’entreprise dispose de deux colonnes vertébrales imbriquées : d’une part, l’ERP qui gère toutes les informations nécessaires au bon fonctionnement (gestion commerciale, achats, intégration avec la CFAO, planification, gestion et surveillance de la production, analyse et reporting) et d’autre part un atelier très optimisé.
«
Le moindre changement au bureau d’études est répercuté dans l’atelier aux différentes unités. Nous fonctionnons sans chef d’atelier, ce qui évite les problèmes relationnels dans la gestion de l’entreprise car chacun à son niveau est responsable de ce qu’il va faire » apprécie Hervé Valliet. Au-delà de la conception réalisée sous Solidworks, l’entreprise s’appuie sur la suite logicielle Salvagnini pour le pilotage de la découpe laser, du panneautage et du pliage robotisé.
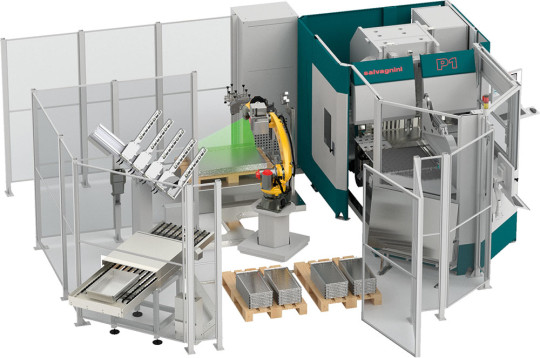
Déjà familiarisé depuis 1993 avec la technologie du panneautage parfaitement adaptée aux fabrications maison, Hervé Valliet a fait le choix d’investir dans deux panneauteuses P2 accompagnées chacune d’un robot en remplacement de P4 d’ancienne génération avec changement d’outils et de serre-flans manuels. Salvagnini a fait nettement évoluer le concept du panneautage, historiquement (années 80) destiné aux entreprises fabriquant de grandes séries de pièces, pour en faire un outil d’une remarquable souplesse capable de s’adapter à des volumes de production variés. «
Nous pouvons à tout moment suspendre une fabrication le temps de faire passer un prototype et repartir quelques minutes après sur la production initiale, et ceci sans intervention sur l’outillage ».
Hervé Valliet expose les profonds changements apportés par les deux nouvelles machines : «
L’automatisation des serre-flans des P2 nous a permis de penser de manière différente. Nous fabriquons principalement des caissons (servante d’atelier, bloc tiroir, etc.). Ils sont constitués de 5 pièces et avec les anciennes machines, pour fabriquer une centaine de meubles, nous devions régler la machine pour faire 100 côtés droits, puis 100 gauches, puis 100 dessus,100 dessous et 100 faces arrière. La gestion des encours était problématique : nous devions stocker toutes ces pièces volumineuses dans des containers en attendant de pouvoir assembler les caissons. Nous occupions donc un opérateur uniquement pour ranger les pièces en sortie de machine avec des pièces qui n’étaient pas toujours faciles à ordonner. Avec les nouvelles P2, la machine se reconfigure automatiquement et nous faisons de la production en kit avec des pièces produites dans l’ordre nécessaire à l’assemblage qui se fait en temps masqué ».
Pour Serge Bourdier, Directeur de Salvagnini France, «
le point fort du panneautage est de faire évoluer la conception des pièces afin de rendre la production plus industrielle, d’en simplifier la réalisation et de réduire le nombre de pièces nécessaires à un ensemble ».
Les tôles sont donc chargées sur la machine de découpe laser Salvagnini L5 équipée d’un robot cartésien pour la découpe ou sur la poinçonneuse LVD automatisée pour le formage. En sortie, les pièces planes sont triées et empilées automatiquement avant pliage. Les palettes de pièces n’ont alors plus qu’à être amenées à côté des panneauteuses et récupérées par le robot pour assurer la production de pièces pliées. Pour ces pièces fabriquées en kit, les pièces sont évacuées vers l’opérateur via un convoyeur incliné à rouleaux. «
Toutes les 7 minutes, nous sortons un caisson fini et assemblé ». L’époque où un opérateur perdait du temps à récupérer les 5 pièces du caisson afin de les assembler est de l’histoire ancienne.
L’activité sous-traitance bénéficie également de ces panneauteuses et de leur robot. Ce dernier peut effectivement travailler en totale autonomie (prise de la tôle et récupération de la pièce pliée afin de l’empiler). Les panneauteuses P2 disposent d’un kit de connexion pour assurer la sécurité du process robotisé : l’opérateur peut donc charger la machine manuellement si nécessaire. Les pièces de grandes dimensions sont pliées sur la cellule robotisée Salvagnini Roboformer.
 Les deux panneauteuses robotisées Salvagnini P2 sont accompagnées d’une presse plieuse et d’une unité de soudage par points pour la réalisation d’opérations complémentaires en temps masqué
Les deux panneauteuses robotisées Salvagnini P2 sont accompagnées d’une presse plieuse et d’une unité de soudage par points pour la réalisation d’opérations complémentaires en temps masquéAu-delà de l’aspect économique
L’aspect économique n’a pas été le seul élément pris en compte pour ces investissements. L’évolution de l’atelier vers une grande automatisation ne s’est pas faite au détriment du personnel, même si le chef d’entreprise fut confronté à une appréhension face à l’arrivée de ces technologies que certains craignaient difficiles à maîtriser et destructrices d’emploi : «
Non seulement tout le monde est resté, mais nous avons même créé de l’emploi. De plus, le renouvellement de l’atelier a servi d’ascenseur social, grâce à la formation de personnes qui n’étaient pas forcément diplômées » se réjouit Hervé Valliet. «
Elles craignaient de ne pas être à la hauteur des personnes de niveau BTS qui assuraient traditionnellement la programmation, mais elles étaient volontaires. Ayant travaillé jusqu’alors au pied des machines, elles étaient en contact immédiat avec la production et savaient quels étaient les points de programmation à améliorer ».
«
L’arrivée des cellules de pliage (presse plieuse et panneauteuse) et la robotisation nous a permis de travailler sur tout ce qui concernait la gestion de flux, de limiter les interventions humaines pour des tâches pénibles et sans valeur ajoutée comme la manutention et de développer le travail en temps masqué ».
L’aspect environnemental est également pris en compte, ce qui a permis à l’entreprise, à production équivalente de réduire de 20% sa consommation énergétique.
Grâce à toutes ces évolutions, le personnel a conscience de travailler pour une magnifique tôlerie, ce qui renforce sa fierté d’appartenance à l’entreprise.
«
Si nous n’avions pas réalisé ces investissements qui nous ont permis de gagner en compétitivité internationale, nous serions sur le déclin » tranche Hervé Valliet.
SORI peut s’enorgueillir d’être aujourd’hui une entreprise française à la pointe de la technologie grâce à un parc machines connectées, de dernière génération qui la hisse au rang d’usine du futur 4.0